


















EINLEITUNG
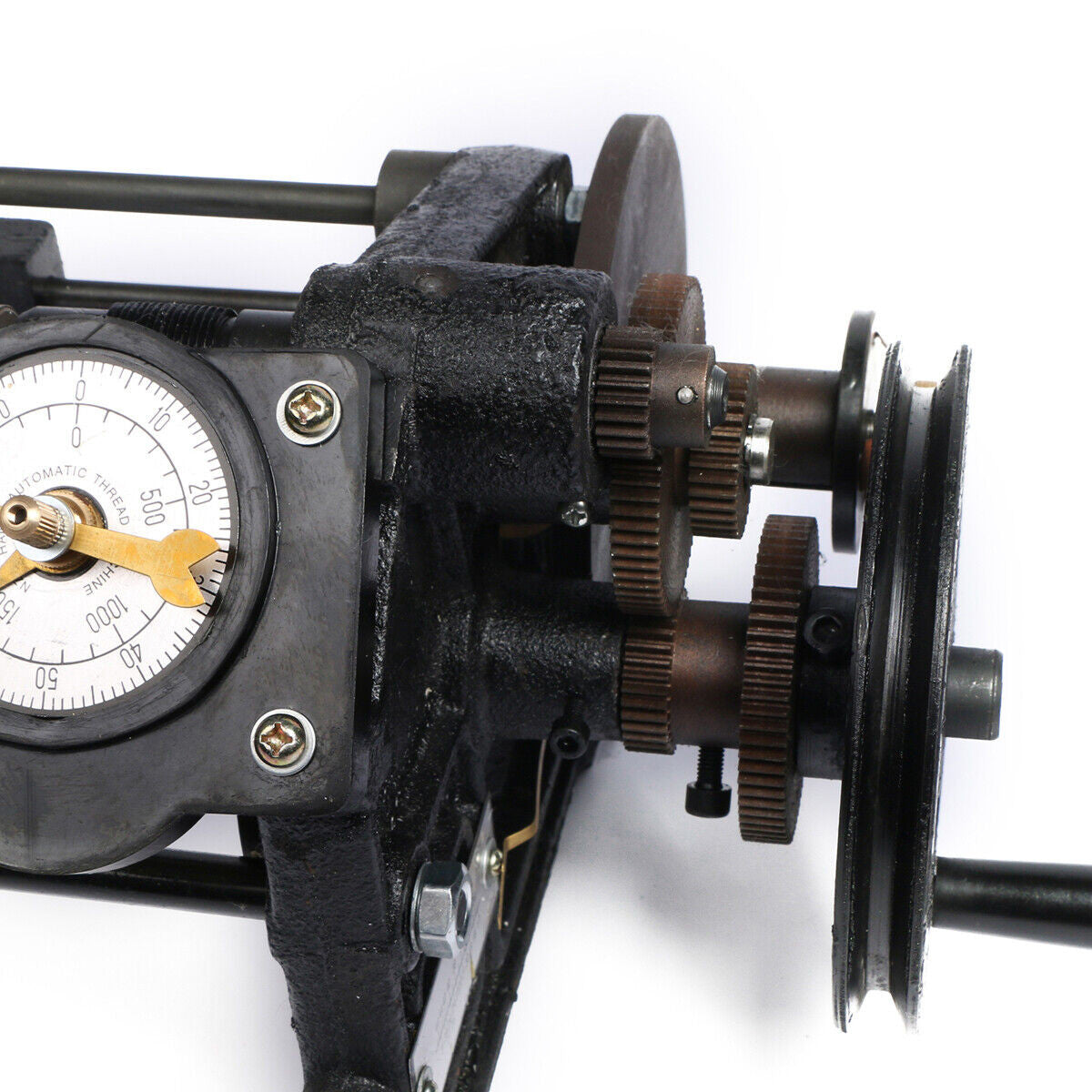
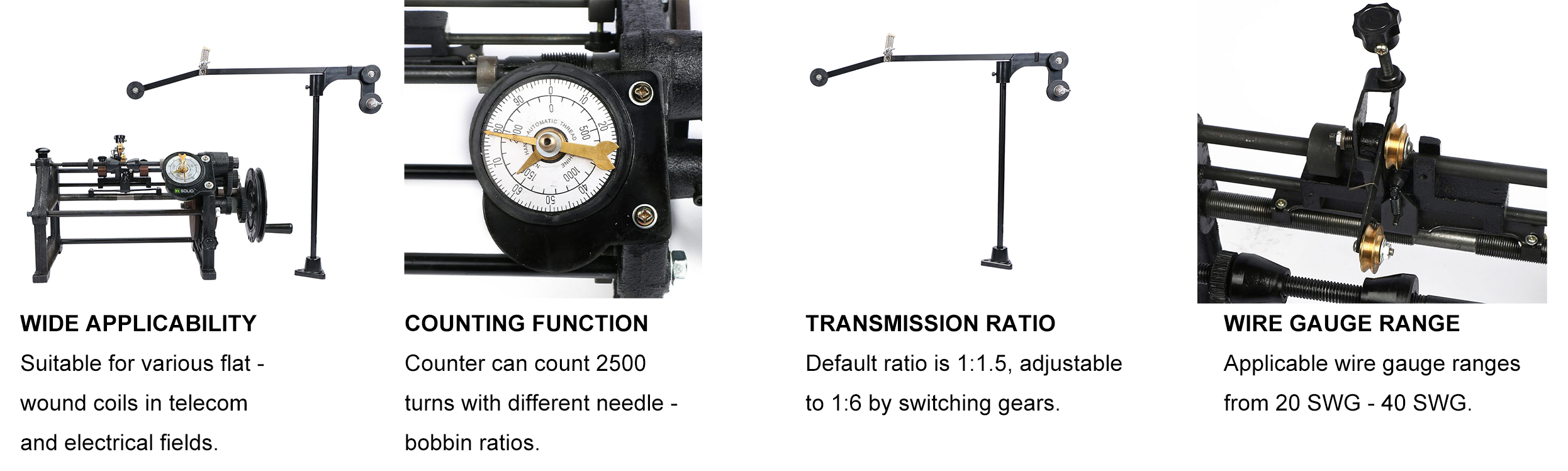
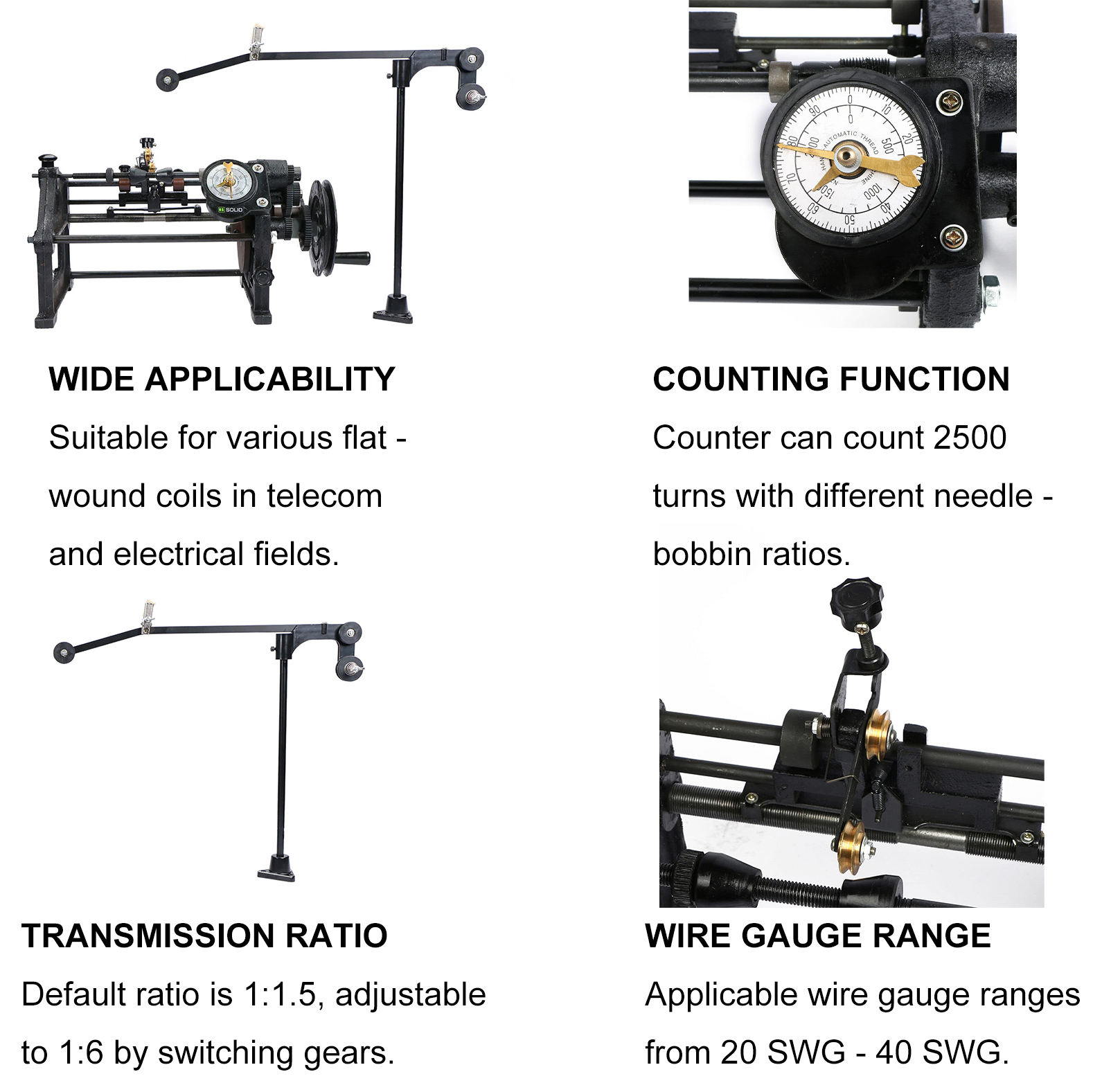
Die automatische Spulenwickelmaschine fertigt Spulen für ein breites Anwendungsspektrum, z. B. für Niederfrequenztransformatoren, Induktivitäten, Widerstände, Relais, Magnetventile, Generatoren und Motoren. Die Maschine verarbeitet Drähte mit Durchmessern von 0,12 bis 0,91 mm und bietet dadurch hohe Flexibilität. Zwei separate Geschwindigkeiten ermöglichen eine präzise Steuerung des Endprodukts. Ein Geschwindigkeitsverhältnis von 1:6, das üblicherweise für dünnere Drähte verwendet wird, ermöglicht eine schnellere Spulenfertigung, während das Geschwindigkeitsverhältnis von 1:1,5, das üblicherweise für dickere Drähte eingesetzt wird, eine präzisere Steuerung des Endprodukts erlaubt. In beiden Fällen entsteht eine saubere und gleichmäßig verteilte Spule mit einer Länge von bis zu 110 mm und einem Durchmesser zwischen 12 und 150 mm.
MERKMALE
ANWENDUNGEN

TECHNISCHE DATEN
| Modell | USS-HWM00003 | Marke | U.S. Solid |
|---|---|---|---|
| Anwendbarer Drahtdurchmesser | 0,0047 - 0,0358" (0,12 - 0,91 mm) | Durchmesser der zu wickelnden Spulen | 0,4724 - 5,9055" (12 - 150 mm) |
| Länge der Drahtscheibe, die am Drahtauswurfständer angebracht wird | 3,3465" (85 mm) | Durchmesser der Drahtscheibe für den Drahtauswurfständer | 5,1181" (130 mm) |
| Länge der zu wickelnden Spulen | 0,2362 - 4,3307" (6 - 110 mm) | Zählbereich | 0 - 2500 Runden |
WARNUNG
1. Folgende Werte sind unbedingt einzuhalten: Durchmesser (12–150 mm), Länge (6–110 mm), Drahtstärke (0,12–0,91 mm). Eine Überschreitung dieser Grenzwerte kann zu Spindelüberlastung, Verformung des Spannarms oder mechanischem Versagen führen. Überprüfen Sie die Abmessungen vor dem Wickeln mit einem Messschieber.
2.Dicke Drähte (0,12–0,91 mm): 69-Zahn-Zahnrad (Übersetzungsverhältnis 1:1,5) einlegen. Feine Drähte (0,3–0,8 mm): 35-Zahn-Zahnrad (Übersetzungsverhältnis 1:6) einlegen. Falsche Paarung führt zu ungleichmäßigem Wickeln oder Zahnradschlupf. Überprüfen Sie die Zahnradausrichtung vor dem Einschalten durch manuelles Drehen.
3.Drehen Sie das Handrad beim Einstellen der Gummiradposition, um Beschädigungen der Oberfläche zu vermeiden. Reinigen Sie es mit einem trockenen Tuch, um Öl/Staub zu entfernen; Verunreinigungen beeinträchtigen die Drahtausrichtung. Um die Übertragung von Rückständen zu minimieren, vermeiden Sie direkten Handkontakt.
4. Nach dem Ändern der Drahtstärke muss der lange Gewindespindelknopf an die neue Drahtgröße angepasst werden. Nicht justierte Schrauben können zu ungleichmäßiger Spulendichte oder Drahtbruch führen. Führen Sie nach der Justierung 5–10 Probewicklungen durch. 5. Stellen Sie den Positionierring auf die gewünschte Spulenlänge ein. Ein zu großer Verstellweg kann die Gewindespindel beschädigen oder zu falsch ausgerichteten Lagen führen. Verwenden Sie mechanische Anschläge für Chargen mit mehr als 50 Spulen.Benutzerhandbuch herunterladen here
EINLEITUNG
Die automatische Spulenwickelmaschine fertigt Spulen für ein breites Anwendungsspektrum, z. B. für Niederfrequenztransformatoren, Induktivitäten, Widerstände, Relais, Magnetventile, Generatoren und Motoren. Die Maschine verarbeitet Drähte mit Durchmessern von 0,12 bis 0,91 mm und bietet somit hohe Flexibilität. Zwei separate Geschwindigkeiten ermöglichen Ihnen eine präzisere Steuerung des Endprodukts. Ein Geschwindigkeitsverhältnis von 1:6, das üblicherweise für dünnere Drähte verwendet wird, ermöglicht die schnellere Herstellung von Spulen, während das Geschwindigkeitsverhältnis von 1:1,5, das üblicherweise für dickere Drähte verwendet wird, Ihnen mehr Kontrolle über das Endprodukt bietet. In beiden Fällen erhalten Sie eine saubere und gleichmäßig verteilte Spule mit einer Länge von bis zu 110 mm und einem Durchmesser zwischen 12 und 150 mm.
EIGENSCHAFTEN
ANWENDUNG

SPEZIFIKATIONEN
| Modell | USS-HWM00003 | Marke | U.S. Solid |
|---|---|---|---|
| Anwendbarer Drahtdurchmesser | 0,0047 - 0,0358" (0,12 - 0,91 mm) | Durchmesser der zu wickelnden Spulen | 0,4724 - 5,9055" (12 - 150 mm) |
| Länge der Drahtscheibe, die am Drahtauswurfständer angebracht wird | 3,3465" (85 mm) | Durchmesser der Drahtscheibe für den Drahtauswurfständer | 5,1181" (130 mm) |
| Länge der zu wickelnden Spulen | 0,2362 - 4,3307" (6 - 110 mm) | Zählbereich | 0 - 2500 Runden |
WARNUNG
1. Folgende Werte sind unbedingt einzuhalten: Durchmesser (12–150 mm), Länge (6–110 mm), Drahtstärke (0,12–0,91 mm). Eine Überschreitung dieser Grenzwerte kann zu Spindelüberlastung, Verformung des Spannarms oder mechanischem Versagen führen. Überprüfen Sie die Abmessungen vor dem Wickeln mit einem Messschieber.
2.Dicke Drähte (0,12–0,91 mm): 69-Zahn-Zahnrad (Übersetzungsverhältnis 1:1,5) einlegen. Feine Drähte (0,3–0,8 mm): 35-Zahn-Zahnrad (Übersetzungsverhältnis 1:6) einlegen. Falsche Paarung führt zu ungleichmäßigem Wickeln oder Zahnradschlupf. Überprüfen Sie die Zahnradausrichtung vor dem Einschalten durch manuelles Drehen.
3.Drehen Sie das Handrad beim Einstellen der Gummiradposition, um Beschädigungen der Oberfläche zu vermeiden. Reinigen Sie es mit einem trockenen Tuch, um Öl/Staub zu entfernen; Verunreinigungen beeinträchtigen die Drahtausrichtung. Um die Übertragung von Rückständen zu minimieren, vermeiden Sie direkten Handkontakt.
4. Nach dem Ändern der Drahtstärke muss der lange Gewindespindelknopf an die neue Drahtgröße angepasst werden. Nicht justierte Schrauben können zu ungleichmäßiger Spulendichte oder Drahtbruch führen. Führen Sie nach der Justierung 5–10 Probewicklungen durch. 5. Stellen Sie den Positionierring auf die gewünschte Spulenlänge ein. Ein zu großer Verstellweg kann die Gewindespindel beschädigen oder zu falsch ausgerichteten Lagen führen. Verwenden Sie mechanische Anschläge für Chargen mit mehr als 50 Spulen.Benutzerhandbuch herunterladen here