


















WSTĘP
Ręczna nawijarka U.S. Solid jest dwojakiego rodzaju – służy do elektrycznego i ręcznego nawijania cewek. W trybie ręcznym obsługuje się ją za pomocą korby po prawej stronie. Nawijanie elektryczne umożliwia automatyczne, równomierne nawijanie cewek z odpowiednim napięciem, choć wymagany jest silnik (nie wchodzi w skład zestawu). Posiada przekładnię 1:8 i łatwy do odczytu licznik zliczający do 9999 cykli, co pozwala określić liczbę cewek. Nadaje się do projektów elektroniki domowej po komercyjną produkcję produktów pakowanych w cewki, a także pomaga sprzedawcom w handlu detalicznym w efektywnej ocenie wolumenu sprzedanych produktów i stanu magazynowego.
CECHY
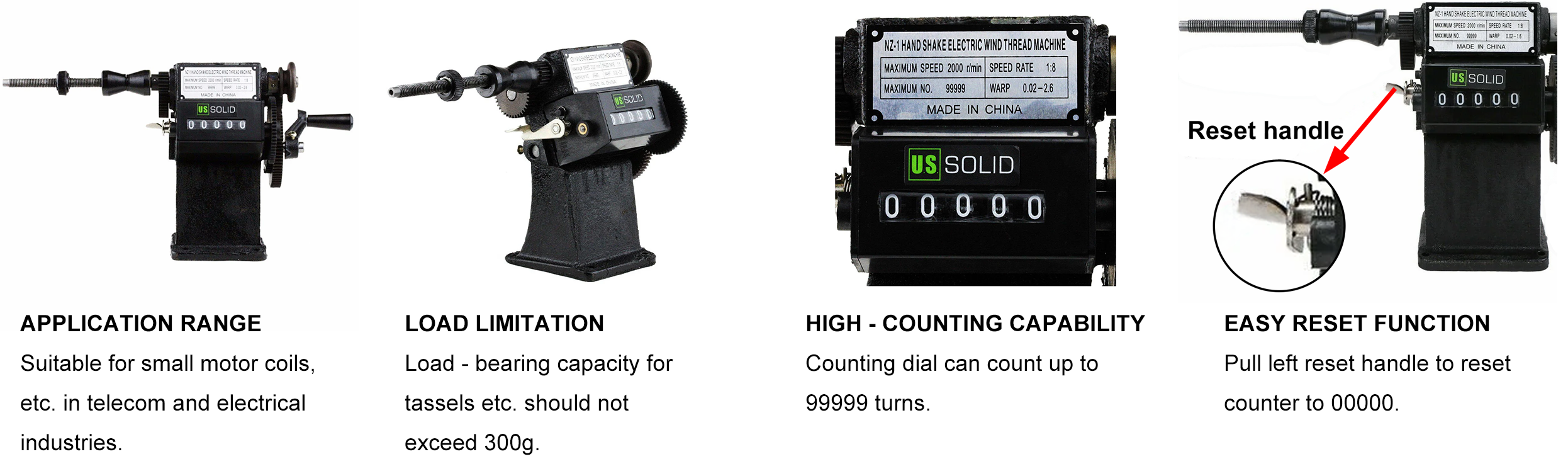
ZASOBIEKT

SPECYFIKACJA
| Model | USS-HWM00001 | Marka | U.S. Solid |
|---|---|---|---|
| Średnica cewek | 10 - 150 mm | Maksymalna szerokość cewki | 100 mm |
| Limity grubości drutu | ≥18 AWG (średnica <1 mm) | Zakres zliczania | 0-9999 dzwonków |
OSTRZEŻENIE
1. Zamocuj NZ-1 na stole warsztatowym odpornym na wibracje, wykorzystując wszystkie trzy otwory montażowe. Niewłaściwe zamocowanie może generować wibracje robocze, co może negatywnie wpłynąć na jednorodność cewek, co jest kluczowe dla precyzyjnych komponentów, takich jak głowice magnetyczne. Przed cyklami produkcyjnymi należy sprawdzić stabilność stołu.
2.Podczas inicjalizacji maszyny dwukrotnie zresetuj licznik nawijania do wartości „00000”. Zerowanie podczas pracy jest surowo zabronione, aby zapobiec rozłączeniu przekładni i błędom w zliczaniu. Przeprowadź kontrole przed uruchomieniem, aby zapewnić dokładność cykli nawijania i wydajność materiału.
3.Nakładaj olej klasy ISO VG32 na otwory wrzeciona co 8 godzin pracy. Prowadź rejestry smarowania, aby zapobiec zużyciu łożysk i nierównomierności momentu obrotowego. Praca bez smarowania powoduje utratę gwarancji i ryzyko przedwczesnej awarii układu napędowego.
4.Maksymalne dopuszczalne wymiary uzwojenia: Ø150 mm (średnica) × 100 mm (długość). Przekroczenie tych parametrów powoduje przeciążenie łożysk wrzeciona i odkształcenie ramion napinających. Do weryfikacji produkcji seryjnej należy używać szablonów pomiarowych, aby zachować specyfikacje geometrii uzwojenia.
5.Ciągła obecność operatora jest obowiązkowa podczas cykli nawijania. Należy monitorować nieregularne sygnatury akustyczne (>75 dB) lub drgania ramy (>amplituda >0,5 mm). W przypadku jakichkolwiek odchyleń od normy wymagane jest natychmiastowe uruchomienie wyłącznika awaryjnego, a następnie przeprowadzenie przeglądu konserwacyjnego przed wznowieniem pracy.
Pobierz instrukcję obsługi here
WSTĘP
Ręczna nawijarka U.S. Solid jest dwufunkcyjna – do elektrycznego i ręcznego nawijania cewek. W trybie ręcznym obsługuje się ją za pomocą korby po prawej stronie. Nawijanie elektryczne umożliwia automatyczne, równomierne nawijanie cewek z odpowiednim napięciem, choć wymagany jest silnik (nie wchodzi w skład zestawu). Urządzenie posiada przekładnię 1:8 i łatwy w odczycie licznik zliczający do 9999 cykli, co pozwala określić liczbę cewek. Nadaje się do zastosowań w projektach elektroniki domowej, jak i w komercyjnej produkcji cewek w opakowaniach, a także pomaga sprzedawcom w handlu detalicznym w efektywnej ocenie wolumenu sprzedanych produktów i stanu magazynowego.
CECHY

ZASTOSOWANIE

SPECYFIKACJA
| Model | USS-HWM00001 | Marka | U.S. Solid |
|---|---|---|---|
| Średnica cewek | 10 - 150 mm | Maksymalna szerokość cewki | 100 mm |
| Limity grubości drutu | ≥18 AWG (średnica <1 mm) | Zakres zliczania | 0-9999 dzwonków |
OSTRZEŻENIE
1. Zamocuj NZ-1 do stołu warsztatowego odpornego na wibracje, wykorzystując wszystkie trzy otwory montażowe. Niewłaściwe zamocowanie może generować wibracje robocze, co może negatywnie wpłynąć na jednorodność cewek, co jest kluczowe dla precyzyjnych komponentów, takich jak głowice magnetyczne. Przed cyklami produkcyjnymi należy sprawdzić stabilność stołu.
2.Podczas inicjalizacji maszyny dwukrotnie zresetuj licznik nawijania do wartości „00000”. Zerowanie podczas pracy jest surowo zabronione, aby zapobiec rozłączeniu przekładni i błędom w zliczaniu. Przeprowadź kontrole przed uruchomieniem, aby zapewnić dokładność cykli nawijania i wydajność materiału.
3.Nakładaj olej klasy ISO VG32 na otwory wrzeciona co 8 godzin pracy. Prowadź rejestry smarowania, aby zapobiec zużyciu łożysk i nierównomierności momentu obrotowego. Praca bez smarowania powoduje utratę gwarancji i ryzyko przedwczesnej awarii układu napędowego.
4.Maksymalne dopuszczalne wymiary uzwojenia: Ø150 mm (średnica) × 100 mm (długość). Przekroczenie tych parametrów powoduje przeciążenie łożysk wrzeciona i odkształcenie ramion napinających. Do weryfikacji produkcji seryjnej należy używać szablonów pomiarowych, aby zachować specyfikacje geometrii uzwojenia.
5.Ciągła obecność operatora jest obowiązkowa podczas cykli nawijania. Należy monitorować nieregularne sygnatury akustyczne (>75 dB) lub drgania ramy (>amplituda >0,5 mm). W przypadku jakichkolwiek odchyleń od normy wymagane jest natychmiastowe uruchomienie wyłącznika awaryjnego, a następnie przeprowadzenie przeglądu konserwacyjnego przed wznowieniem jazdy.
Pobierz instrukcję obsługi here