


















INTRODUKTION
Den automatiska spollindningsmaskinen skapar spolar för en mängd olika tillämpningar, såsom lågfrekventa transformatorer, induktorer, motstånd, reläer, magnetventiler, generatorer och motorer. Maskinen accepterar trådar med diametrar mellan 0,12-0,91 mm och har stor flexibilitet. Två separata hastigheter ger dig ytterligare kontroll över slutprodukten. Ett hastighetsförhållande på 1:6, som vanligtvis används för tunnare trådar, skapar spolar på kortare tid, medan hastighetsförhållandet på 1:1,5, som vanligtvis används för tjocka trådar, ger dig mer kontroll över slutprodukten. Hur som helst är resultatet en snygg och jämnt fördelad spole med en längd upp till 110 mm och en diameter mellan 12-150 mm.
FUNKTIONER
ANVÄNDNINGSOMRÅDEN

SPECIFIKATIONER
| Modell | USS-HWM00003 | Stämpla | U.S. Solid |
|---|---|---|---|
| Tillämplig diameter på trådar | 0,0047–0,0358 tum (0,12–0,91 mm) | Diameter på spolar som passar att lindas | 0,4724–5,9055 tum (12–150 mm) |
| Längd på trådskiva som appliceras på trådurladdningsstativet | 85 mm | Diameter på trådskivan som appliceras på trådurladdningsstativet | 5,1181 tum (130 mm) |
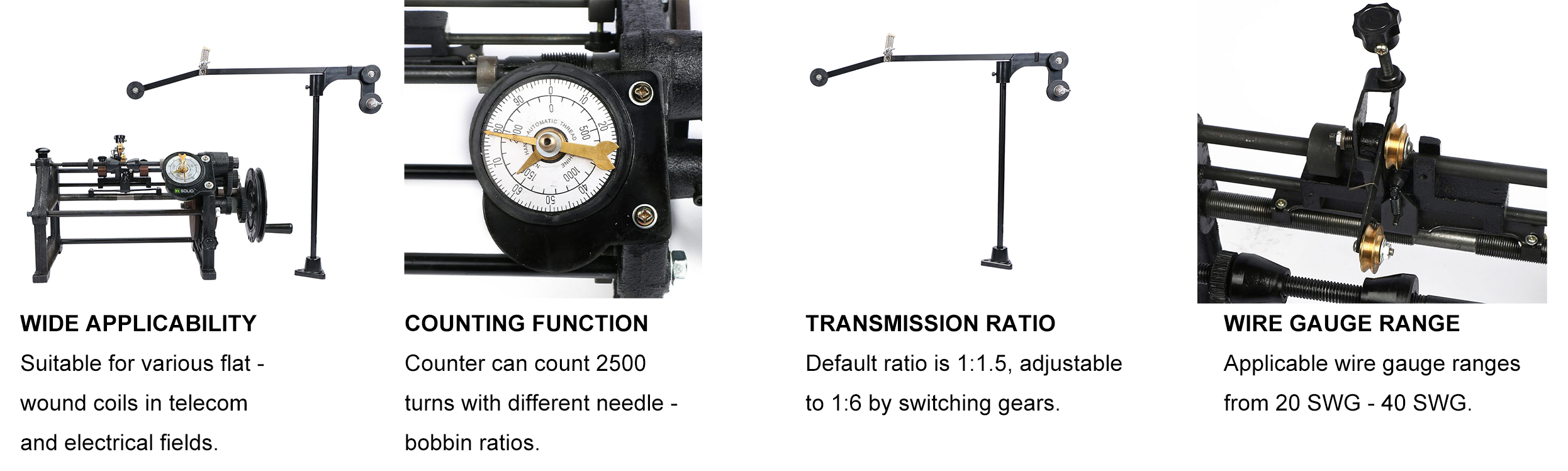
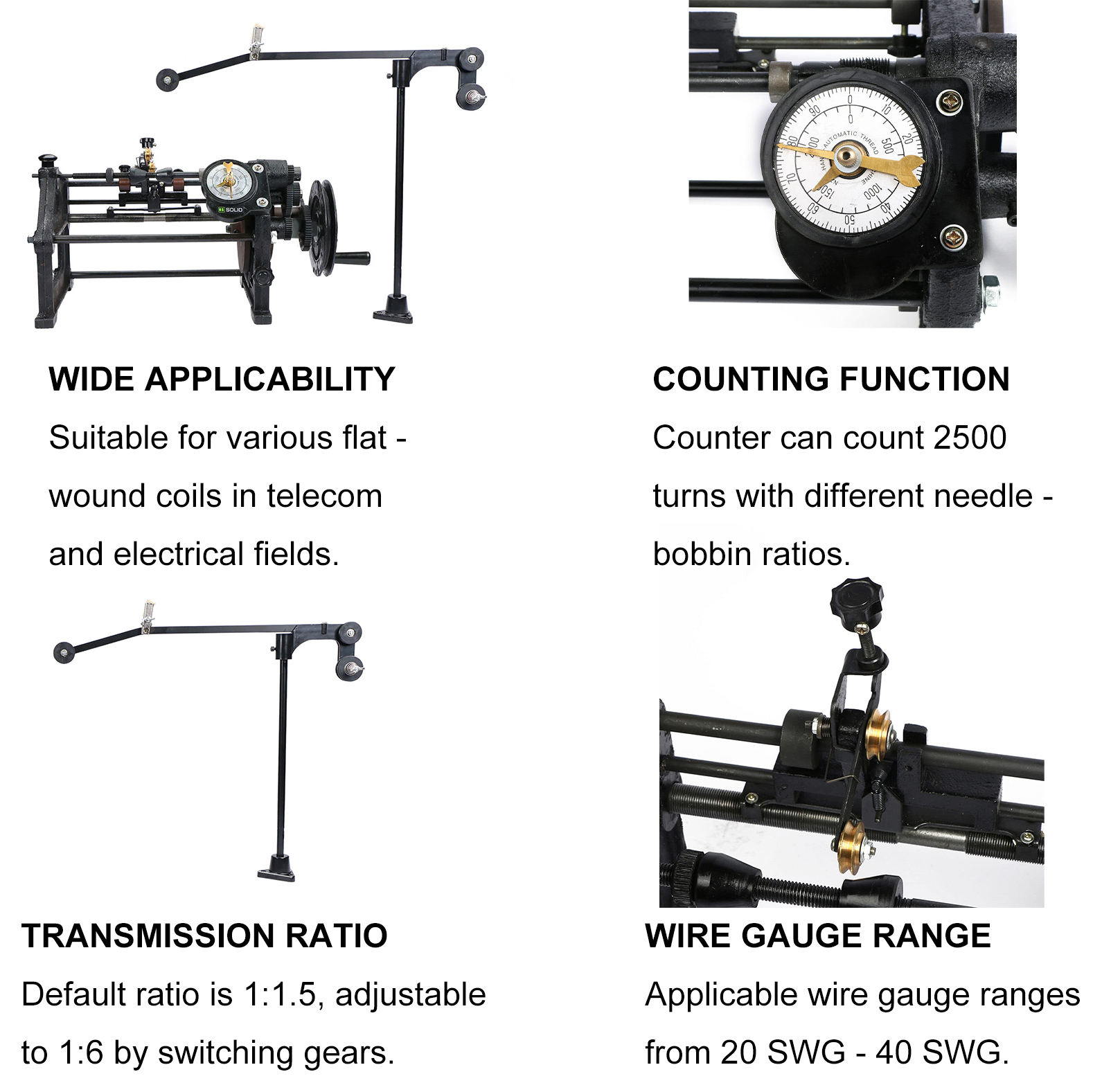
| Längd på spolar som passar att lindas | 0,2362–4,3307 tum (6–110 mm) | Räkneområde | 0 - 2500 skott |
VARNING
1.Följ noggrant: diameter (12-150 mm), längd (6-110 mm), trådtjocklek (0,12-0,91 mm). Överskridande av gränsvärden riskerar överbelastning av spindeln, deformation av spännarmen eller mekaniskt fel. Verifiera måtten med skjutmått före lindning.
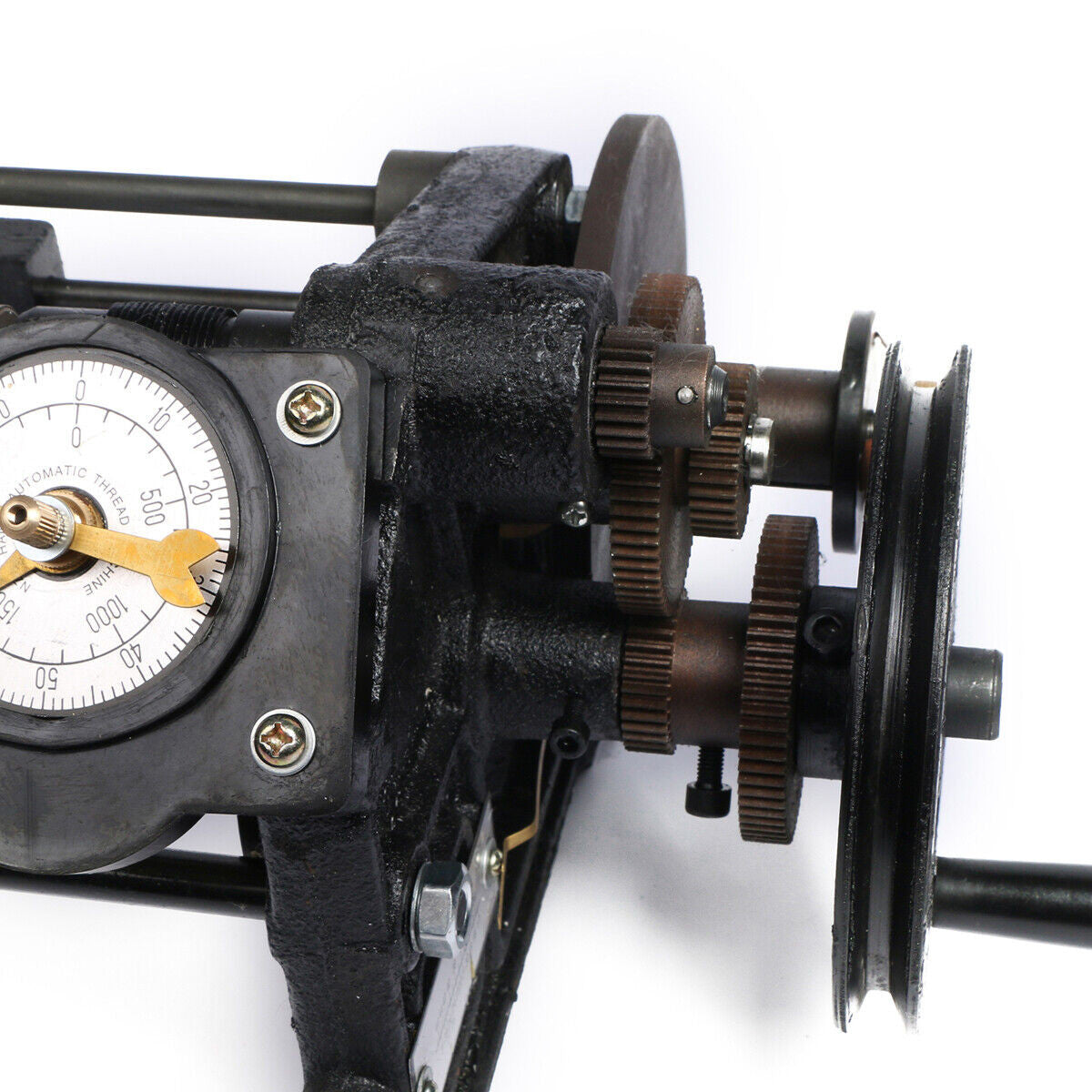
2.Tjocka trådar (0,12-0,91 mm): Koppla in 69-tandad kugghjul (1:1,5 utväxling).Fintrådar (0,3-0,8 mm): Koppla in 35-tandad kugghjul (1:6 utväxling).Felaktig parning orsakar ojämn lindning eller kugghjulsslirning. Bekräfta kugghjulsjusteringen genom manuell rotation innan strömmen slås på.
3.Vrid handhjulet när du justerar gummihjulets position för att förhindra ytskador. Rengör med en torr trasa för att ta bort olja/damm; kontaminering försämrar trådjusteringen. Undvik direkt handkontakt för att minimera restöverföring.
4.Efter att ha ändrat trådtjockleken, kalibrera om den långa ledarskruvens ratt för att matcha den nya trådstorleken. Ojusterade skruvar orsakar inkonsekvent spoltäthet eller trådbrott. Testa med 5–10 provlindningar efter justering.
5.Ställ in positioneringsringen så att den matchar målspollängden. Överrörelse riskerar skador på ledskruven eller feljusterade lager. Använd mekaniska stopp för batcher som överstiger 50 spolar.
Ladda ner användarmanualen here
INTRODUKTION
Den automatiska spollindningsmaskinen skapar spolar för en mängd olika tillämpningar, såsom lågfrekventa transformatorer, induktorer, motstånd, reläer, magnetventiler, generatorer och motorer. Maskinen accepterar trådar med diametrar mellan 0,12-0,91 mm och har stor flexibilitet. Två separata hastigheter ger dig ytterligare kontroll över slutprodukten. Ett hastighetsförhållande på 1:6, som vanligtvis används för tunnare tråd, skapar spolar på kortare tid, medan hastighetsförhållandet på 1:1,5, som vanligtvis används för tjocka trådar, ger dig mer kontroll över slutprodukten. Hur som helst är utgången en snygg och jämnt fördelad spole med en längd upp till 110 mm och en diameter mellan 12-150 mm.
FUNKTIONER
ANVÄNDNING

SPECIFIKATIONER
| Modell | USS-HWM00003 | Stämpla | U.S. Solid |
|---|---|---|---|
| Tillämplig diameter på trådar | 0,0047–0,0358 tum (0,12–0,91 mm) | Diameter på spolar som passar att lindas | 0,4724–5,9055 tum (12–150 mm) |
| Längd på trådskiva som appliceras på trådurladdningsstativet | 85 mm | Diameter på trådskivan som appliceras på trådurladdningsstativet | 5,1181 tum (130 mm) |
| Längd på spolar som passar att lindas | 0,2362–4,3307 tum (6–110 mm) | Räkneområde | 0 - 2500 skott |
VARNING
1.Följ noggrant: diameter (12–150 mm), längd (6–110 mm), trådtjocklek (0,12–0,91 mm). Överskridande av gränsvärden riskerar överbelastning av spindeln, deformation av spännarmen eller mekaniskt fel. Verifiera måtten med skjutmått före lindning.
2.Tjocka trådar (0,12-0,91 mm): Koppla in 69-tandad kugghjul (1:1,5 utväxling).Fintrådar (0,3-0,8 mm): Koppla in 35-tandad kugghjul (1:6 utväxling).Felaktig parning orsakar ojämn lindning eller kugghjulsslirning. Bekräfta kugghjulsjusteringen genom manuell rotation innan strömmen slås på.
3.Vrid handhjulet när du justerar gummihjulets position för att förhindra ytskador. Rengör med en torr trasa för att ta bort olja/damm; kontaminering försämrar trådjusteringen. Undvik direkt handkontakt för att minimera restöverföring.
4.Efter att ha ändrat trådtjockleken, kalibrera om den långa ledarskruvens ratt för att matcha den nya trådstorleken. Ojusterade skruvar orsakar inkonsekvent spoltäthet eller trådbrott. Testa med 5–10 provlindningar efter justering.
5.Ställ in positioneringsringen så att den matchar målspollängden. Överrörelse riskerar skador på ledskruven eller feljusterade lager. Använd mekaniska stopp för batcher som överstiger 50 spolar.
Ladda ner användarmanualen here