


















PENGENALAN
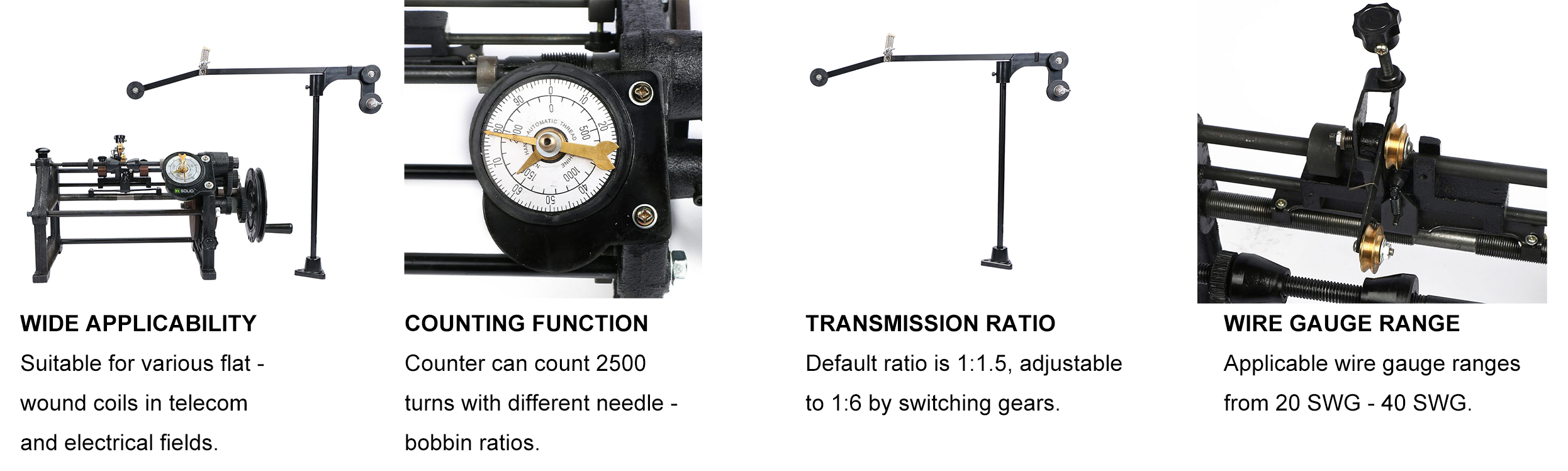
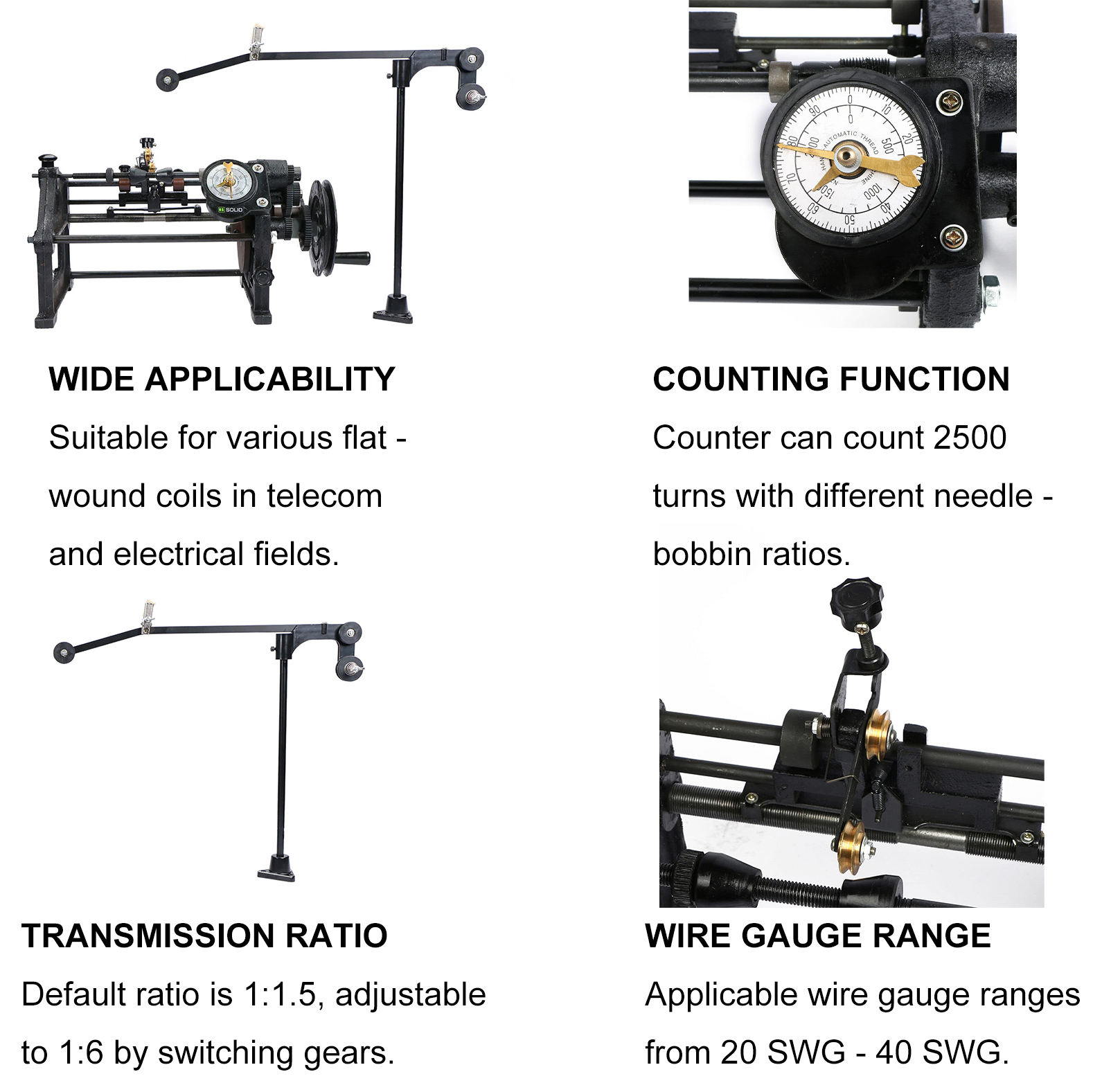
Mesin Penggulungan Gegelung Automatik mencipta gegelung untuk pelbagai aplikasi seperti pengubah frekuensi rendah, induktor, perintang, geganti, injap solenoid, penjana dan motor. Menerima wayar dengan diameter antara 0.12-0.91 mm, mesin ini mempunyai banyak fleksibiliti. Dua kelajuan berasingan memberi anda kawalan lanjut ke atas produk akhir. Nisbah kelajuan 1:6 yang biasanya digunakan untuk wayar yang lebih nipis menghasilkan gegelung dalam masa yang lebih singkat manakala nisbah kelajuan 1:1.5 yang biasanya digunakan untuk wayar tebal memberi anda lebih kawalan ke atas produk akhir. Sama ada cara, output adalah gegelung yang kemas dan teragih sama rata dengan panjang sehingga 110 mm dan diameter antara 12-150 mm.
CIRI-CIRI
APLIKASI

SPESIFIKASI
| Model | USS-HWM00003 | Jenama | U.S. Solid |
|---|---|---|---|
| Diameter Wayar yang Berkenaan | 0.0047 - 0.0358" (0.12 - 0.91 mm) | Diameter Gegelung Sesuai untuk Diluka | 0.4724 - 5.9055" (12 - 150 mm) |
| Panjang Cakera Wayar Dikenakan pada Kaki Penyahcas Wayar | 3.3465" (85 mm) | Diameter Cakera Wayar yang Digunakan pada Kaki Penyahcas Wayar | 5.1181" (130 mm) |
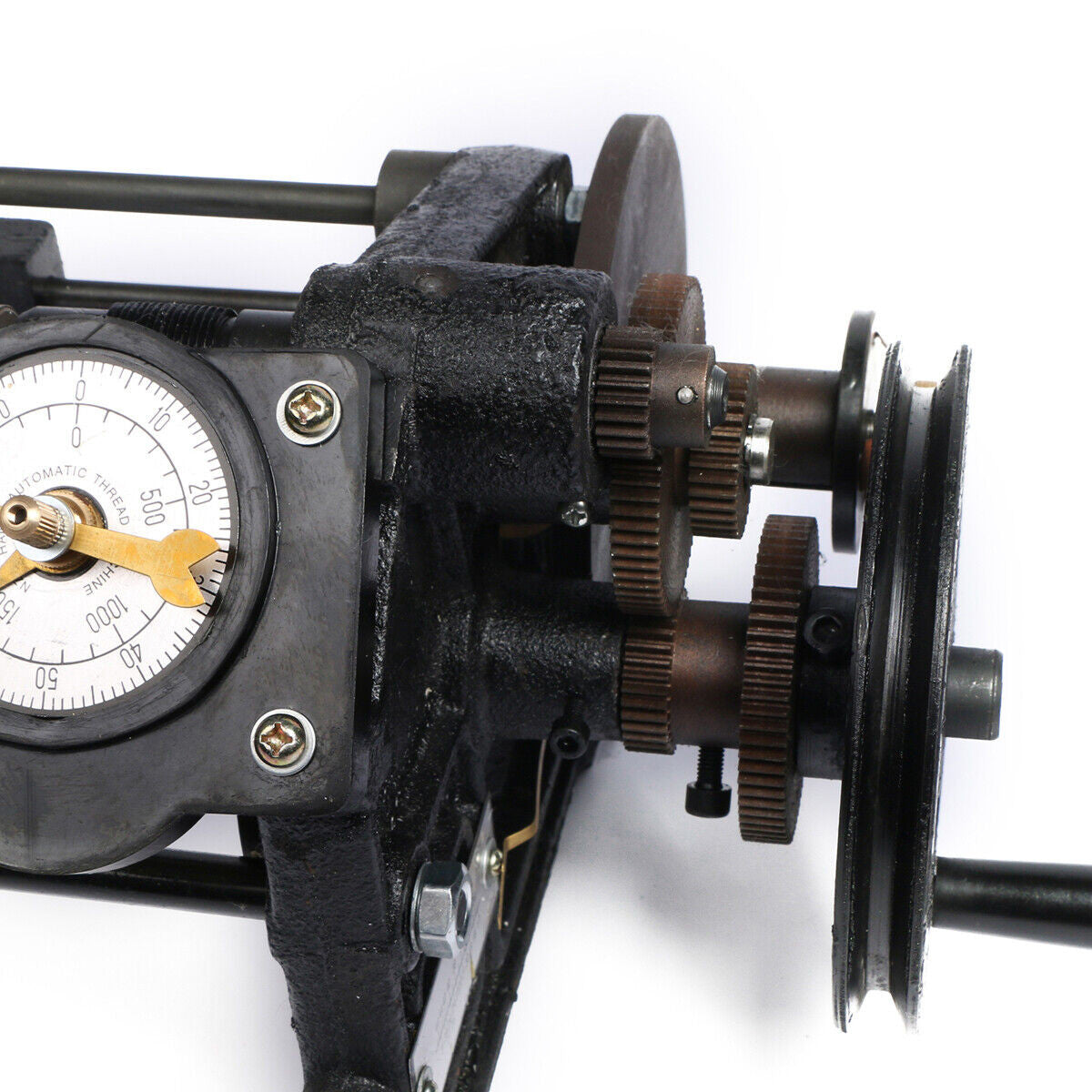
| Panjang Gegelung Sesuai untuk Diluka | 0.2362 - 4.3307" (6 - 110 mm) | Julat Kira | 0 - 2500 Pusingan |
AMARAN
1.Patuhi dengan ketat: diameter (12-150 mm), panjang (6-110 mm), ketebalan wayar (0.12-0.91 mm). Melebihi had berisiko lebihan beban gelendong, ubah bentuk lengan ketegangan atau kegagalan mekanikal. Sahkan dimensi dengan angkup sebelum penggulungan.
2.Wayar tebal (0.12-0.91 mm): Pasangkan gear 69 gigi (nisbah kelajuan 1:1.5). Wayar halus (0.3-0.8 mm): Sambungkan gear 35 gigi (nisbah kelajuan penggulungan 1:6) yang tidak betul. Sahkan penjajaran gear melalui putaran manual sebelum dihidupkan.
3.Putar roda tangan apabila melaraskan kedudukan roda getah untuk mengelakkan kerosakan permukaan. Bersihkan dengan kain kering untuk mengeluarkan minyak/habuk; pencemaran merendahkan penjajaran wayar. Elakkan sentuhan tangan secara langsung untuk meminimumkan pemindahan sisa.
4.Selepas menukar ketebalan wayar, tentukur semula tombol skru plumbum panjang untuk dipadankan dengan saiz wayar baharu. Skru yang tidak dilaraskan menyebabkan ketumpatan gegelung tidak konsisten atau putus wayar. Uji dengan 5-10 lilitan percubaan selepas pelarasan.
5.Tetapkan gelang kedudukan agar sepadan dengan panjang gegelung sasaran. Risiko lebihan perjalanan menyebabkan kerosakan skru atau lapisan tidak sejajar. Gunakan hentian mekanikal untuk kelompok yang melebihi 50 gegelung.
Muat turun manual pengguna here
PENGENALAN
Mesin Penggulungan Gegelung Automatik mencipta gegelung untuk pelbagai aplikasi seperti pengubah frekuensi rendah, induktor, perintang, geganti, injap solenoid, penjana dan motor. Menerima wayar dengan diameter antara 0.12-0.91 mm, mesin ini mempunyai banyak fleksibiliti. Dua kelajuan berasingan memberi anda kawalan lanjut ke atas produk akhir. Nisbah kelajuan 1:6 yang biasanya digunakan untuk wayar yang lebih nipis menghasilkan gegelung dalam masa yang lebih singkat manakala nisbah kelajuan 1:1.5 yang biasanya digunakan untuk wayar tebal memberi anda lebih kawalan ke atas produk akhir. Sama ada cara, output adalah gegelung yang kemas dan teragih sama rata dengan panjang sehingga 110 mm dan diameter antara 12-150 mm.
CIRI-CIRI
APLIKASI

SPESIFIKASI
| Model | USS-HWM00003 | Jenama | U.S. Solid |
|---|---|---|---|
| Diameter Wayar yang Berkenaan | 0.0047 - 0.0358" (0.12 - 0.91 mm) | Diameter Gegelung Sesuai untuk Diluka | 0.4724 - 5.9055" (12 - 150 mm) |
| Panjang Cakera Wayar Dikenakan pada Kaki Penyahcas Wayar | 3.3465" (85 mm) | Diameter Cakera Wayar yang Digunakan pada Kaki Penyahcas Wayar | 5.1181" (130 mm) |
| Panjang Gegelung Sesuai untuk Diluka | 0.2362 - 4.3307" (6 - 110 mm) | Julat Kira | 0 - 2500 Pusingan |
AMARAN
1.Patuhi dengan ketat: diameter (12-150 mm), panjang (6-110 mm), ketebalan wayar (0.12-0.91 mm). Melebihi had berisiko lebihan beban gelendong, ubah bentuk lengan ketegangan atau kegagalan mekanikal. Sahkan dimensi dengan angkup sebelum penggulungan.
2.Wayar tebal (0.12-0.91 mm): Pasangkan gear 69 gigi (nisbah kelajuan 1:1.5). Wayar halus (0.3-0.8 mm): Pasangkan 35 gigi menyebabkan gear (nisbah kelajuan berliku 1:6 tidak sekata). Sahkan penjajaran gear melalui putaran manual sebelum dihidupkan.
3.Putar roda tangan apabila melaraskan kedudukan roda getah untuk mengelakkan kerosakan permukaan. Bersihkan dengan kain kering untuk mengeluarkan minyak/habuk; pencemaran merendahkan penjajaran wayar. Elakkan sentuhan tangan secara langsung untuk meminimumkan pemindahan sisa.
4.Selepas menukar ketebalan wayar, tentukur semula tombol skru plumbum panjang untuk memadankan saiz wayar baharu. Skru yang tidak dilaraskan menyebabkan ketumpatan gegelung tidak konsisten atau putus wayar. Uji dengan 5-10 lilitan percubaan selepas pelarasan.
5.Tetapkan gelang kedudukan agar sepadan dengan panjang gegelung sasaran. Risiko lebihan perjalanan menyebabkan kerosakan skru atau lapisan tidak sejajar. Gunakan hentian mekanikal untuk kelompok yang melebihi 50 gegelung.
Muat turun manual pengguna here