


















GİRİŞ
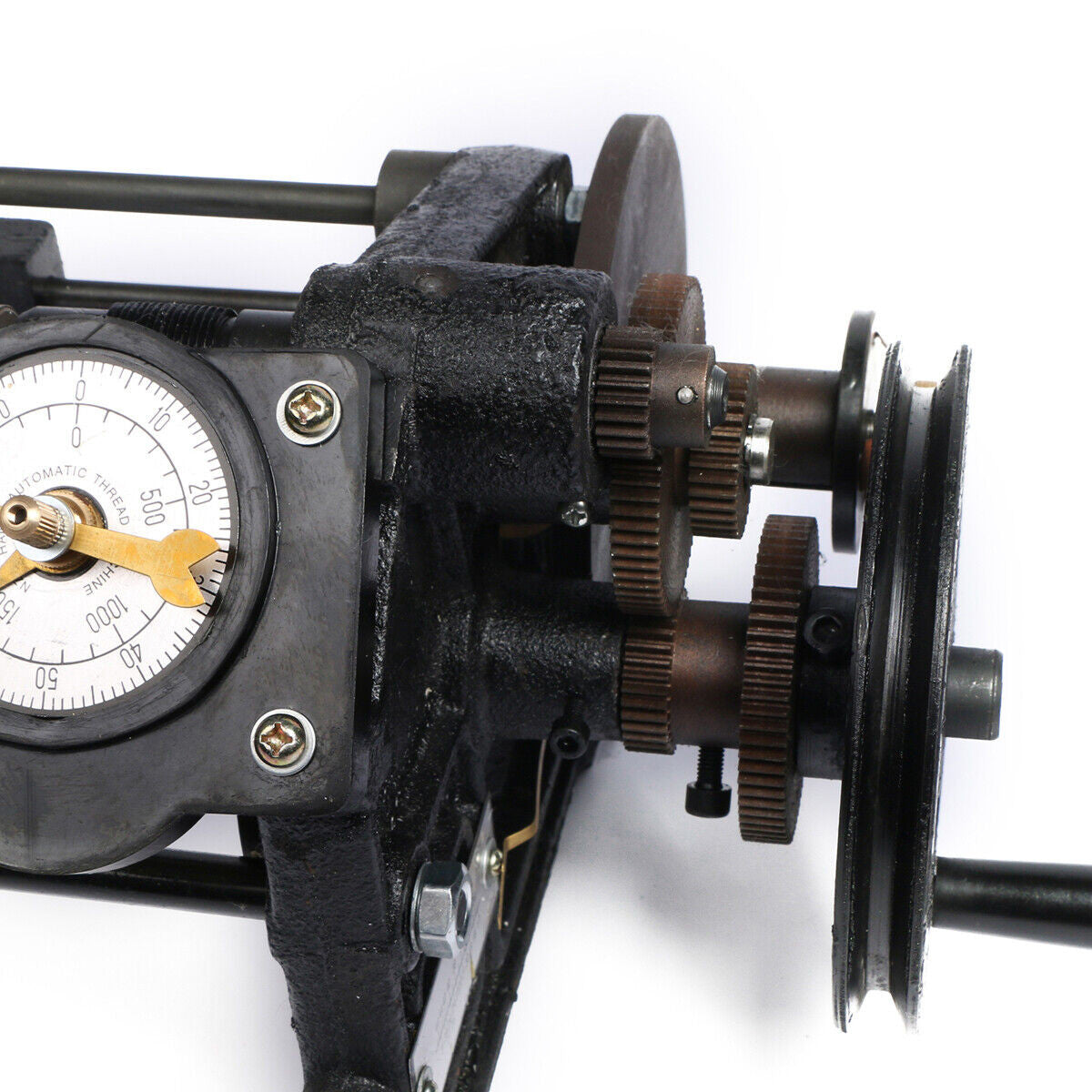
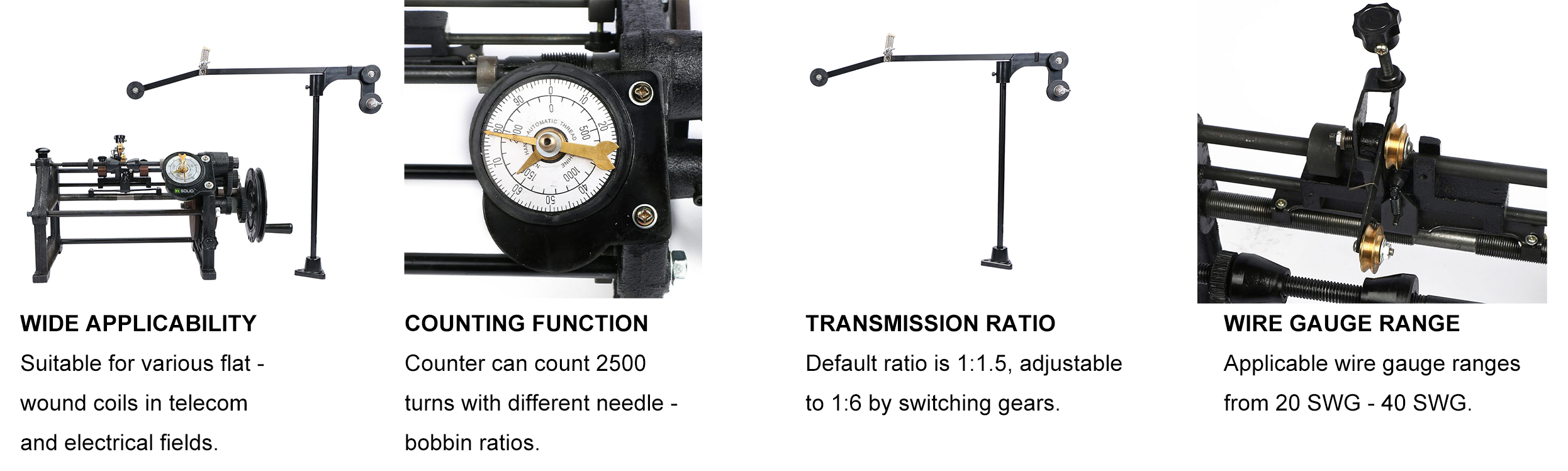
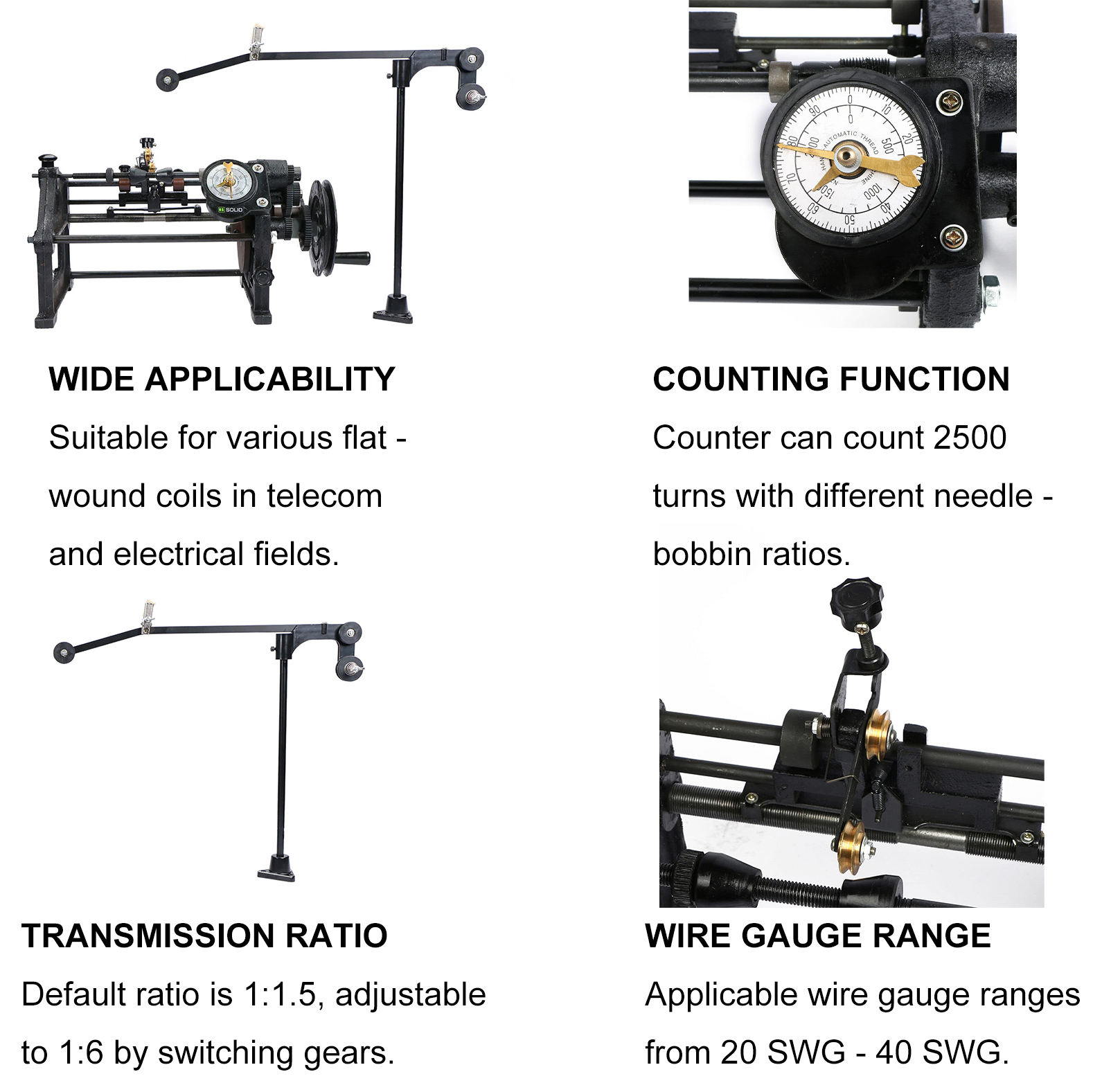
Otomatik Bobin Sarma Makinesi, düşük frekanslı transformatörler, indüktörler, dirençler, röleler, solenoid valfler, jeneratörler ve motorlar gibi çok çeşitli uygulamalar için bobinler üretir. 0,12-0,91 mm çapındaki kabloları kabul eden bu makine, büyük bir esnekliğe sahiptir. İki ayrı hız, nihai ürün üzerinde daha fazla kontrol sağlar. Genellikle ince teller için kullanılan 1:6 hız oranı, bobinleri daha kısa sürede oluştururken, genellikle kalın teller için kullanılan 1:1,5 hız oranı, nihai ürün üzerinde daha fazla kontrol sağlar. Her iki durumda da, çıkış, 110 mm'ye kadar uzunluğa ve 12-150 mm arasında bir çapa sahip, düzgün ve eşit dağılmış bir bobindir.
ÖZELLİKLER
UYGULAMALAR

TEKNİK ÖZELLİKLER
| Model | USS-HWM00003 | Marka | U.S. Solid |
|---|---|---|---|
| Uygulanabilir Tel Çapları | 0,0047 - 0,0358" (0,12 - 0,91 mm) | Sarılmaya Uygun Bobinlerin Çapı | 0,4724 - 5,9055" (12 - 150 mm) |
| Tel Boşaltma Standına Uygulanan Tel Disk Uzunluğu | 3,3465" (85 mm) | Tel Boşaltma Standına Uygulanan Tel Diskin Çapı | 5,1181" (130 mm) |
| Sarılmaya Uygun Bobinlerin Uzunluğu | 0,2362 - 4,3307" (6 - 110 mm) | Sayım Aralığı | 0 - 2500 Mermi |
UYARI
1.Şunlara kesinlikle uyun: çap (12-150 mm), uzunluk (6-110 mm) ve tel kalınlığı (0,12-0,91 mm). Sınırların aşılması, mil aşırı yüklenmesi, gergi kolu deformasyonu veya mekanik arıza riski taşır. Sarmadan önce boyutları kumpasla kontrol edin.
2.Kalın teller (0,12-0,91 mm): 69 dişli dişliyi (1:1,5 hız oranı) devreye alın. İnce teller (0,3-0,8 mm): 35 dişli dişliyi (1:6 hız oranı) devreye alın. Yanlış eşleştirme, düzensiz sarmaya veya dişli kaymasına neden olur. Cihazı açmadan önce manuel döndürme ile dişli hizalamasını kontrol edin.
3.Yüzey hasarını önlemek için kauçuk tekerlek konumunu ayarlarken el çarkını döndürün. Yağ/tozdan arındırmak için kuru bir bezle temizleyin; kirlenme tel hizalamasını bozar. Kalıntı transferini en aza indirmek için doğrudan elle temastan kaçının.
4.Tel kalınlığını değiştirdikten sonra, uzun vida başlığını yeni tel boyutuna uyacak şekilde yeniden kalibre edin. Ayarlanmamış vidalar, bobin yoğunluğunun tutarsız olmasına veya tel kopmasına neden olur. Ayarlamadan sonra 5-10 deneme sarımı ile test edin.
5.Konumlandırma halkasını hedef bobin uzunluğuna uyacak şekilde ayarlayın. Aşırı hareket, vida başlığının hasar görmesine veya katmanların hizasız olmasına neden olabilir. 50 bobini aşan gruplar için mekanik durdurucular kullanın.
Kullanım kılavuzunu indirin here
GİRİŞ
Otomatik Bobin Sarma Makinesi, düşük frekanslı transformatörler, indüktörler, dirençler, röleler, solenoid valfler, jeneratörler ve motorlar gibi çok çeşitli uygulamalar için bobinler üretir. 0,12-0,91 mm çapındaki telleri kabul eden bu makine, büyük bir esnekliğe sahiptir. İki ayrı hız, nihai ürün üzerinde daha fazla kontrol sağlar. Genellikle daha ince teller için kullanılan 1:6 hız oranı, daha kısa sürede bobinler oluştururken, genellikle kalın teller için kullanılan 1:1,5 hız oranı, nihai ürün üzerinde daha fazla kontrol sağlar. Her iki durumda da, 110 mm'ye kadar uzunluğa ve 12-150 mm arasında çapa sahip, düzgün ve eşit dağılmış bir bobin elde edilir.
ÖZELLİKLER
UYGULAMA

TEKNİK ÖZELLİKLER
| Model | USS-HWM00003 | Marka | U.S. Solid |
|---|---|---|---|
| Uygulanabilir Tel Çapları | 0,0047 - 0,0358" (0,12 - 0,91 mm) | Sarılmaya Uygun Bobinlerin Çapı | 0,4724 - 5,9055" (12 - 150 mm) |
| Tel Boşaltma Standına Uygulanan Tel Disk Uzunluğu | 3,3465" (85 mm) | Tel Boşaltma Standına Uygulanan Tel Diskin Çapı | 5,1181" (130 mm) |
| Sarılmaya Uygun Bobinlerin Uzunluğu | 0,2362 - 4,3307" (6 - 110 mm) | Sayım Aralığı | 0 - 2500 Mermi |
UYARI
1.Şunlara kesinlikle uyun: çap (12-150 mm), uzunluk (6-110 mm), tel kalınlığı (0,12-0,91 mm). Sınırların aşılması, mil aşırı yüklenmesi, gergi kolu deformasyonu veya mekanik arıza riski taşır. Sarmadan önce boyutları kumpasla kontrol edin.
2.Kalın teller (0,12-0,91 mm): 69 dişli dişliyi (1:1,5 hız oranı) devreye alın. İnce teller (0,3-0,8 mm): 35 dişli dişliyi (1:6 hız oranı) devreye alın. Yanlış eşleştirme, düzensiz sarmaya veya dişli kaymasına neden olur. Cihazı açmadan önce manuel döndürme ile dişli hizalamasını kontrol edin.
3.Yüzey hasarını önlemek için kauçuk tekerlek konumunu ayarlarken el çarkını döndürün. Yağ/tozdan arındırmak için kuru bir bezle temizleyin; kirlenme tel hizalamasını bozar. Kalıntı transferini en aza indirmek için doğrudan elle temastan kaçının.
4.Tel kalınlığını değiştirdikten sonra, uzun vida başlığını yeni tel boyutuna uyacak şekilde yeniden kalibre edin. Ayarlanmamış vidalar, bobin yoğunluğunun tutarsız olmasına veya tel kopmasına neden olur. Ayarlamadan sonra 5-10 deneme sarımı ile test edin.
5.Konumlandırma halkasını hedef bobin uzunluğuna uyacak şekilde ayarlayın. Aşırı hareket, vida başlığının hasar görmesine veya katmanların yanlış hizalanmasına neden olabilir. 50 bobini aşan partiler için mekanik durdurucular kullanın.
Kullanım kılavuzunu indirin here