












EINLEITUNG
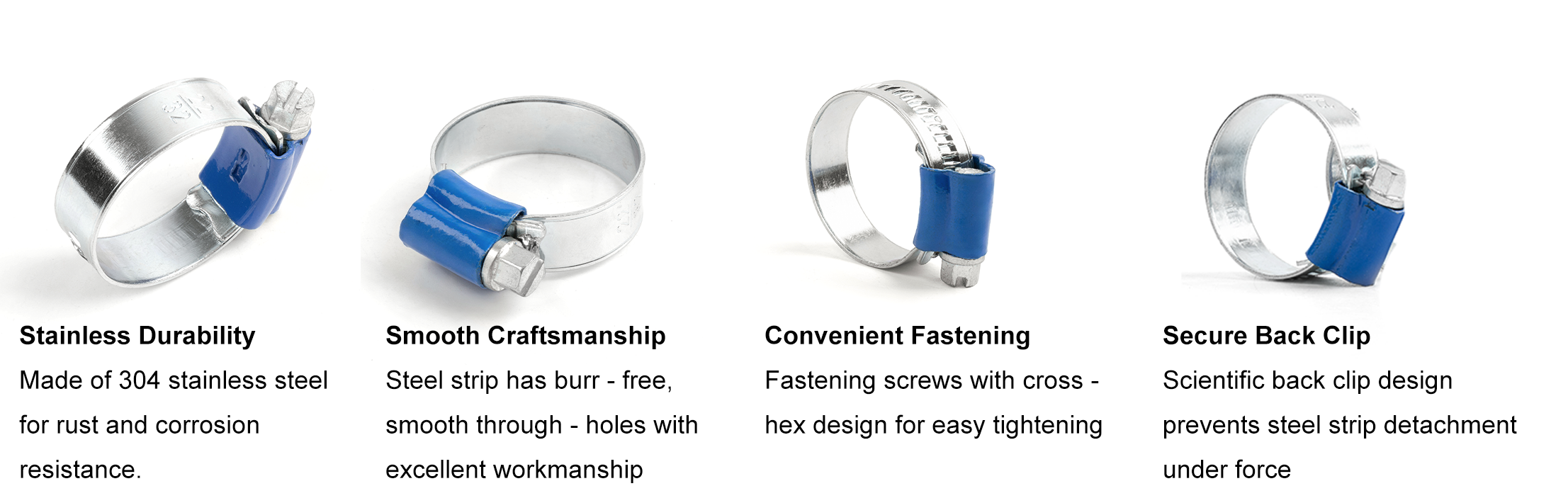
Dieses Produkt bietet außergewöhnliche Qualität und Zuverlässigkeit. Hergestellt aus hochwertigem Edelstahl 304, bietet es hervorragende Rost- und Korrosionsbeständigkeit und gewährleistet so eine lange Lebensdauer. Der Stahlstreifen ist sorgfältig verarbeitet und verfügt über glatte, gratfreie Durchgangslöcher – ein Beweis für seine erstklassige Verarbeitung. Die Befestigungsschrauben mit Innenkreuzschlitz und Außensechskant ermöglichen ein müheloses Festziehen mit einem handelsüblichen Kreuzschlitzschraubendreher. Die durchdachte Konstruktion des rückseitigen Clips verhindert ein Lösen des Stahlstreifens unter zu starker Krafteinwirkung und garantiert so eine unterbrechungsfreie Nutzung. Ob für Innen- oder Außenanwendungen – dieses Produkt zeichnet sich durch seine bemerkenswerte Anpassungsfähigkeit an verschiedene Umgebungen aus und ist somit eine vielseitige und praktische Wahl für ein breites Anwendungsspektrum.
EIGENSCHAFTEN
ANLEITUNG
WEITERE MODELLE
| Ausgangsleistung | Übersetzungsverhältnis | Stromversorgung | Nicht-Handheld-Typ | Handheld-Typ |
|---|---|---|---|---|
| 15 kW | 16:1 | Ein |
USS-HFIH00001 | USS-HFIH00015 |
| 16:2 | Ein |
USS-HFIH00011 | ||
| 25 kW | 18:1 | Drei |
USS-HFIH00003-380V | USS-HFIH00016 |
| Drei |
USS-HFIH00003-480V | |||
| 25 kW | 18:2 | Drei |
USS-HFIH00012-380V | |
| Drei |
USS-HFIH00012-480V | |||
| 35 kW | 18:1 | Drei |
USS-HFIH00004 | USS-HFIH00018 |
| 40 kW | 18:1 | Drei |
USS-HFIH00008 | USS-HFIH00019 |
| 60 kW | 18:1 | Drei |
USS-HFIH00006 | USS-HFIH00020 |
| 80 kW | 18:1 | Drei |
USS-HFIH00014 | USS-HFIH00021 |
ZUBEHÖR
| Modell | Beschreibung | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 Schraubenmutter | |||
| USS-HFIH00001-P6 | 6 mm Kupferrohr | |||
| USS-HFIH00001-P8 | 8 mm Kupferrohr | |||
| USS-HFIH00002 | Fußpedalschalter | |||
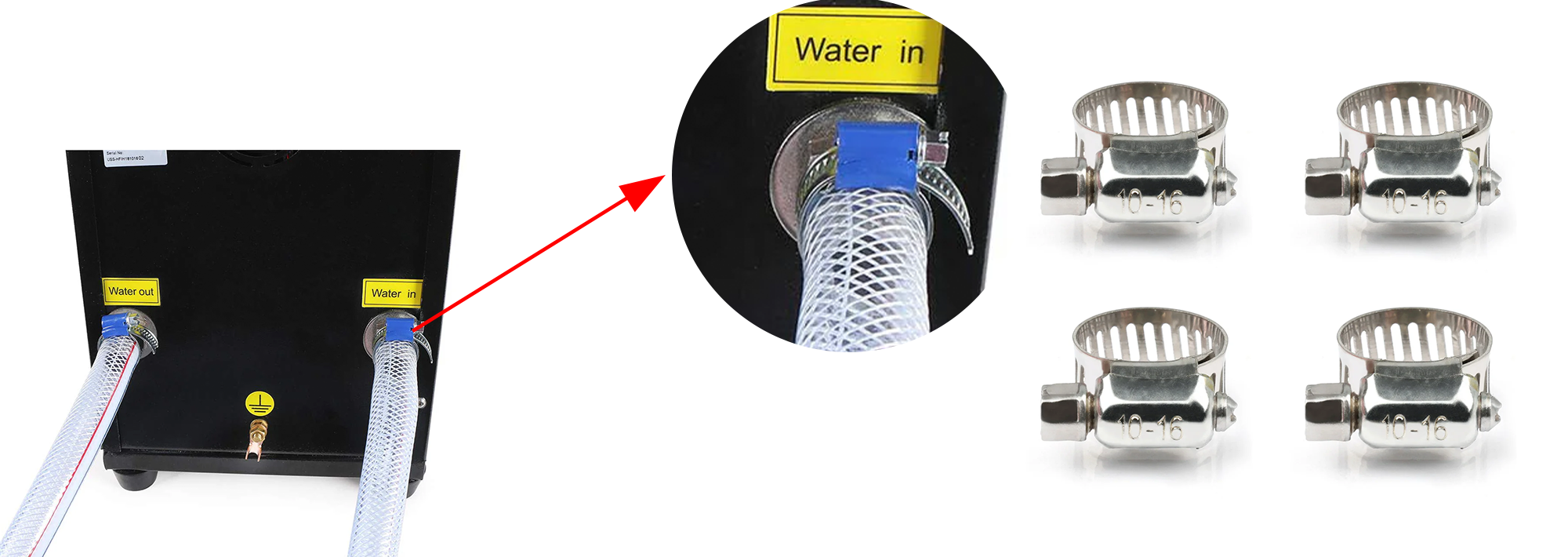
| USS-HFIH00001-CLAMP | Klemme, 4er-Pack | |||
| USS-HFIH00001-Sicherung | Sicherungen, 3er-Packung | |||
| USS-HFIH00001-COIL | Standardspule (Innendurchmesser 40 mm, 3 Windungen) | |||
WIE SIE PRODUKTE JE NACH VERSCHIEDENEM ANWENDUNGSZWECK AUSWÄHLEN
| Heizart | Anwendungsbereich | Frequenzauswahl | Leistungsauswahl |
|---|---|---|---|
| Hartlöten | Verbundschweißen von Bohrern, Drehmeißeln, Reibahlen, Fräsern, Bohrern usw. und verschiedenen Materialien wie dem Boden von Edelstahlpfannen. | Prinzip: Je größer das Schweißvolumen, desto niedriger sollte die Frequenz sein. Bei Werkzeugen mit einem Volumen kleiner als 30 × 30 × 30 mm³ kann eine hohe Frequenz verwendet werden; bei größeren Volumen sollte eine mittlere Frequenz zum Einsatz kommen. | Wird anhand der spezifischen Form, des Materials und der Lötstelle des Werkstücks bestimmt. |
| Werkstückdurchwärmung | Warmumformung und Warmwalzen von Verbindungselementen, Standardteilen, Autoteilen, Werkzeugen, Hebezeugen, Spiralbohrern usw. | Prinzip: Je größer der Durchmesser des Werkstücks, desto niedriger sollte die Frequenz sein. Zum Beispiel: Φ 20 mm und größer, mittlere Frequenz (1–20 kHz); Φ 5 mm – 20 mm, hohe Frequenz (20–100 kHz); Φ 5 mm und kleiner, ultrahohe Frequenz (100–500 kHz). | Wählen Sie die passende Leistung entsprechend der Produktionseffizienz. Je höher die Leistung, desto höher die Geschwindigkeit. Für detaillierte Informationen wenden Sie sich bitte an die technischen Mitarbeiter des Unternehmens. |
| Wärmebehandlung | Wärmebehandlung von Wellen, Zahnrädern, Kettenrädern, Werkzeugmaschinenführungen, Glühen von Metalldraht, Hydraulikzubehör, Autoteilen, Messern, Scheren, Zangen, Glühen von Edelstahlpfannen usw. | Prinzip: Je geringer die erforderliche Härteschichtdicke des Werkstücks ist, desto höher sollte die Frequenz sein. Beispiele: unter 1 mm, Ultrahochfrequenz 100–500 kHz; 1–2,5 mm, Superaudiofrequenz 20–100 kHz; ab 2,5 mm, Mittelfrequenz 1–20 kHz. | Berücksichtigen Sie umfassend die Werkstückform, das Abschreckverfahren, die Abschreckhärte, die Anforderungen an die gehärtete Schicht und das Material. Für detaillierte Informationen wenden Sie sich bitte an die technischen Mitarbeiter des Unternehmens. |
| Schmelzen | Edelmetalle wie Gold, Silber, Kupfer, Blei usw. | Üblicherweise wird eine mittlere Frequenz gewählt, für kleinere Kapazitäten kann auch eine hohe Frequenz gewählt werden. | Wird anhand des jeweiligen Ofens und der Produktionseffizienz bestimmt. |
| Andere | Erhitzen und Laminieren von Aluminium-Kunststoff-Rohren, Stahl-Kunststoff-Rohren, Kabeln und Drähten; Aluminiumfolienversiegelung für die Lebensmittel-, Getränke- und |
Wird je nach Situation festgelegt. | Wird anhand der Produktionsgeschwindigkeit, des Materials und der Temperatur bestimmt. |
| Spezielle Funktionen und unterstützende Ausrüstung. | Zum Beispiel Zweifrequenzgeräte, Mehrfachlast-Anpassungstypen (Doppelkopf, Mehrfachabgriff), automatische Steuerungstypen, Eins-zu-Zwei-Verbindungen, Brücken-Ölleitungsbogen, Konstantleistungs- und Konstantstromgeräte, Induktoren mit weicher Verbindung. |
Benutzerhandbuch herunterladen here
EINLEITUNG
Dieses Produkt bietet außergewöhnliche Qualität und Zuverlässigkeit. Hergestellt aus hochwertigem Edelstahl 304, bietet es hervorragende Rost- und Korrosionsbeständigkeit und gewährleistet so eine lange Lebensdauer. Der Stahlstreifen ist sorgfältig verarbeitet und weist glatte Durchgangslöcher ohne Grate und scharfe Kanten auf – ein Beweis für seine erstklassige Verarbeitung. Die Befestigungsschrauben mit Innenkreuzschlitz und Außensechskant ermöglichen ein müheloses Festziehen mit einem handelsüblichen Kreuzschlitzschraubendreher. Die wissenschaftlich entwickelte Rückclip-Konstruktion verhindert ein Ablösen des Stahlstreifens bei übermäßiger Krafteinwirkung und garantiert so eine unterbrechungsfreie Nutzung. Ob für den Innen- oder Außenbereich – dieses Produkt ist äußerst anpassungsfähig an verschiedene Umgebungen und somit eine vielseitige und praktische Wahl für unterschiedlichste Anforderungen.
EIGENSCHAFTEN

ANLEITUNG
WEITERE MODELLE
| Ausgangsleistung | Übersetzungsverhältnis | Stromversorgung | Nicht-Handheld-Typ | Handheld-Typ |
|---|---|---|---|---|
| 15 kW | 16:1 | Ein |
USS-HFIH00001 | USS-HFIH00015 |
| 16:2 | Ein |
USS-HFIH00011 | ||
| 25 kW | 18:1 | Drei |
USS-HFIH00003-380V | USS-HFIH00016 |
| Drei |
USS-HFIH00003-480V | |||
| 35 kW | 18:1 | Drei |
USS-HFIH00004 | USS-HFIH00018 |
| 40 kW | 18:1 | Drei |
USS-HFIH00008 | USS-HFIH00019 |
| 60 kW | 18:1 | Drei |
USS-HFIH00006 | USS-HFIH00020 |
| 80 kW | 18:1 | Drei |
USS-HFIH00014 | USS-HFIH00021 |
ZUBEHÖR
| Modell | Beschreibung | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 Schraubenmutter | |||
| USS-HFIH00001-P6 | 6 mm Kupferrohr | |||
| USS-HFIH00001-P8 | 8 mm Kupferrohr | |||
| USS-HFIH00002 | Fußpedalschalter | |||
WIE SIE PRODUKTE ENTSPRECHEND NACH VERSCHIEDENEN ANWENDUNGSZWECKEN AUSWÄHLEN
| Heizart | Anwendungsbereich | Frequenzauswahl | Leistungsauswahl |
|---|---|---|---|
| Hartlöten | Verbundschweißen von Bohrern, Drehmeißeln, Reibahlen, Fräsern, Bohrern usw. und verschiedenen Materialien wie dem Boden von Edelstahlpfannen. | Prinzip: Je größer das Schweißvolumen, desto niedriger sollte die Frequenz sein. Bei Werkzeugen mit einem Volumen kleiner als 30 × 30 × 30 mm³ kann eine hohe Frequenz verwendet werden; bei größeren Volumen sollte eine mittlere Frequenz zum Einsatz kommen. | Wird anhand der spezifischen Form, des Materials und der Lötstelle des Werkstücks bestimmt. |
| Werkstückdurchwärmung | Warmumformung und Warmwalzen von Verbindungselementen, Standardteilen, Autoteilen, Werkzeugen, Hebezeugen, Spiralbohrern usw. | Prinzip: Je größer der Durchmesser des Werkstücks, desto niedriger sollte die Frequenz sein. Zum Beispiel: Φ 20 mm und größer, mittlere Frequenz (1–20 kHz); Φ 5 mm – 20 mm, hohe Frequenz (20–100 kHz); Φ 5 mm und kleiner, ultrahohe Frequenz (100–500 kHz). | Wählen Sie die passende Leistung entsprechend der Produktionseffizienz. Je höher die Leistung, desto höher die Geschwindigkeit. Für detaillierte Informationen wenden Sie sich bitte an die technischen Mitarbeiter des Unternehmens. |
| Wärmebehandlung | Wärmebehandlung von Wellen, Zahnrädern, Kettenrädern, Werkzeugmaschinenführungen, Glühen von Metalldraht, Hydraulikzubehör, Autoteilen, Messern, Scheren, Zangen, Glühen von Edelstahlpfannen usw. | Prinzip: Je geringer die erforderliche Härteschichtdicke des Werkstücks ist, desto höher sollte die Frequenz sein. Beispiele: unter 1 mm, Ultrahochfrequenz 100–500 kHz; 1–2,5 mm, Superaudiofrequenz 20–100 kHz; ab 2,5 mm, Mittelfrequenz 1–20 kHz. | Berücksichtigen Sie umfassend die Werkstückform, das Abschreckverfahren, die Abschreckhärte, die Anforderungen an die gehärtete Schicht und das Material. Für detaillierte Informationen wenden Sie sich bitte an die technischen Mitarbeiter des Unternehmens. |
| Schmelzen | Edelmetalle wie Gold, Silber, Kupfer, Blei usw. | Üblicherweise wird eine mittlere Frequenz gewählt, für kleinere Kapazitäten kann auch eine hohe Frequenz gewählt werden. | Wird anhand des jeweiligen Ofens und der Produktionseffizienz bestimmt. |
| Andere | Erhitzen und Laminieren von Aluminium-Kunststoff-Rohren, Stahl-Kunststoff-Rohren, Kabeln und Drähten; Aluminiumfolienversiegelung für die Lebensmittel-, Getränke- und |
Wird je nach der jeweiligen Situation festgelegt | Wird anhand der Produktionsgeschwindigkeit, des Materials und der Temperatur bestimmt. |
| Spezielle Funktionen und unterstützende Ausrüstung | Zum Beispiel Zweifrequenzgeräte, Mehrfachlast-Anpassungstypen (Doppelkopf, Mehrfachabgriff), automatische Steuerungstypen, Eins-zu-Zwei-Verbindungen, Brücken-Ölleitungsbogen, Konstantleistungs- und Konstantstromgeräte, Induktoren mit weicher Verbindung. |
Benutzerhandbuch herunterladen here