










INTRODUKTION
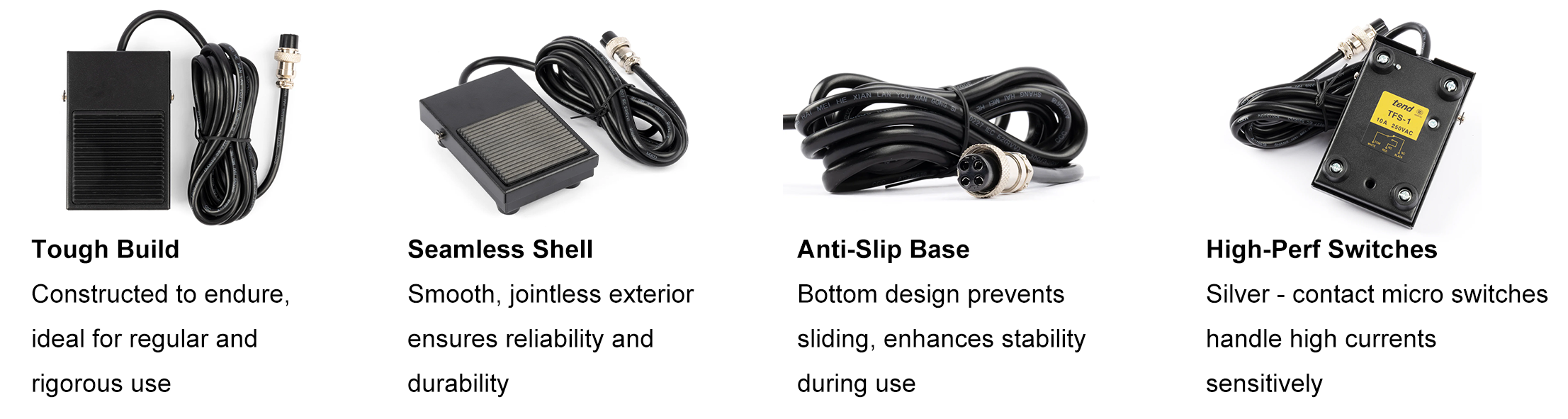
Denna fotpedalbrytare har en hållbar och robust sömlös skaldesign, vilket gör den lämplig för frekvent användning. Dess halkfria botten förbättrar stabiliteten under drift, medan korrosionsbeständiga silverkontaktmikrobrytare säkerställer hög känslighet och kan hantera höga strömmar. Tillverkad av flamskyddsmedel erbjuder denna enhet säker och stabil drift. Den släta ytan är motståndskraftig mot skador, vilket garanterar långvarig kvalitetsprestanda.
FUNKTIONER
SÅ HÄR ANVÄNDER DU

ANDRA MODELLER
| Uteffekt | Varvförhållande | Strömförsörjning | Icke-handhållen typ | Handhållen typ |
|---|---|---|---|---|
| 15 kW | 16:1 | Enfas 110V eller 220V | USS-HFIH00001 | USS-HFIH00015 |
| 16:2 | Enfas 110V eller 220V | USS-HFIH00011 | ||
| 25 kW | 18:1 | Trefas 380V | USS-HFIH00003-380V | USS-HFIH00016 |
| Trefas 480V | USS-HFIH00003-480V | |||
| 25 kW | 18:2 | Trefas 380V | USS-HFIH00012-380V | |
| Trefas 480V | USS-HFIH00012-480V | |||
| 35 kW | 18:1 | Trefas 380V eller 480V | USS-HFIH00004 | USS-HFIH00018 |
| 40 kW | 18:1 | Trefas 380V eller 480V | USS-HFIH00008 | USS-HFIH00019 |
| 60 kW | 18:1 | Trefas 380V eller 480V | USS-HFIH00006 | USS-HFIH00020 |
| 80 kW | 18:1 | Trefas 380V eller 480V | USS-HFIH00014 | USS-HFIH00021 |
TILLBEHÖR
| Modell | Beskrivning | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 Skruvmutter | |||
| USS-HFIH00001-P6 | 6mm kopparrör | |||
| USS-HFIH00001-P8 | 8mm kopparrör | |||
| USS-HFIH00002 | Fotpedalbrytare | |||
| USS-HFIH00001-KLÄMMA | Klämma, 4-pack | |||
| USS-HFIH00001-SÄKRING | Säkring, 3-pack | |||
| USS-HFIH00001-SPOLE | Standardspole (innerdiameter 40 mm, 3 varv) | |||
HUR MAN VÄLJER PRODUKTER EFTER OLIKA ANVÄNDNINGSOMRÅDEN
| Uppvärmningstyp | Användningsområde | Frekvensval | Effektval |
|---|---|---|---|
| Lödning | Kompositsvetsning av borrkronor, svarvverktyg, brotschar, fräsar, borrkronor etc. och olika material såsom botten av rostfria stålpannor. | Princip: Ju större svetsvolym, desto lägre bör frekvensen vara. För verktyg med en volym mindre än 30*30*30 mm³ kan hög frekvens användas; för de större än 30*30*30 mm³ bör medelfrekvens tillämpas. | Bestäms enligt arbetsstyckets specifika form, material och lödning. |
| Genomvärmning av arbetsstycke | Varmsmide och varmvalsning av fästelement, standarddelar, bildelar, hårdvaruverktyg, riggning, spiralborrar etc. | Princip: Ju större diameter arbetsstycket har, desto lägre bör frekvensen vara. Till exempel: Φ20 mm och högre, medelfrekvens (1 - 20 kHz); Φ5 mm - 20 mm, högfrekvens (20 - 100 kHz); Φ5 mm och lägre, ultrahögfrekvens (100 - 500 kHz). | Välj lämplig effekt i enlighet med produktionseffektiviteten. Ju högre effekt, desto snabbare hastighet. För specifik information, kontakta företagets tekniska personal. |
| Värmebehandling | Värmebehandling av axlar, kugghjul, kedjehjul, maskinstyrningstillbehör, glödgning av metalltråd, hydrauliska tillbehör, bildelar, knivar, saxar, tänger, glödgning av rostfria stålpannor etc. | Princip: Ju grundare det härdade lagret som krävs för arbetsstycket, desto högre bör frekvensen vara. Till exempel: under 1 mm, ultrahög frekvens 100 - 500 kHz; 1 - 2,5 mm, superhög frekvens 20 - 100 kHz; 2,5 mm och högre, medelhög frekvens 1 - 20 kHz. | Tänk noggrant på arbetsstyckets form, kylningsmetod, kylhårdhet, krav på härdat lager och material. För specifika detaljer, kontakta företagets tekniska personal. |
| Smältande | Ädelmetaller som guld, silver, koppar, bly etc. | Vanligtvis väljs medelfrekvens, och hög frekvens kan väljas för liten kapacitet. | Bestäms enligt den specifika ugnen och produktionseffektiviteten. |
| Andra | Uppvärmning och laminering av aluminium-plaströr, stål-plaströr, kablar, ledningar; aluminiumfolietätning som används inom livsmedels-, dryckes- och läkemedelsindustrin. | Bestäms enligt den specifika situationen. | Bestäms enligt produktionshastighet, material och temperatur. |
| Specialfunktioner och stödutrustning. | Såsom dubbelfrekvensutrustning, matchningstyp för flera belastningar (dubbelhuvud, multitapp), automatisk styrtyp, en-till-två, bryggoljeledningsarmbåge, konstant effekt och konstant ström, mjuk anslutningsinduktor. |
Ladda ner användarmanualen here
INTRODUKTION
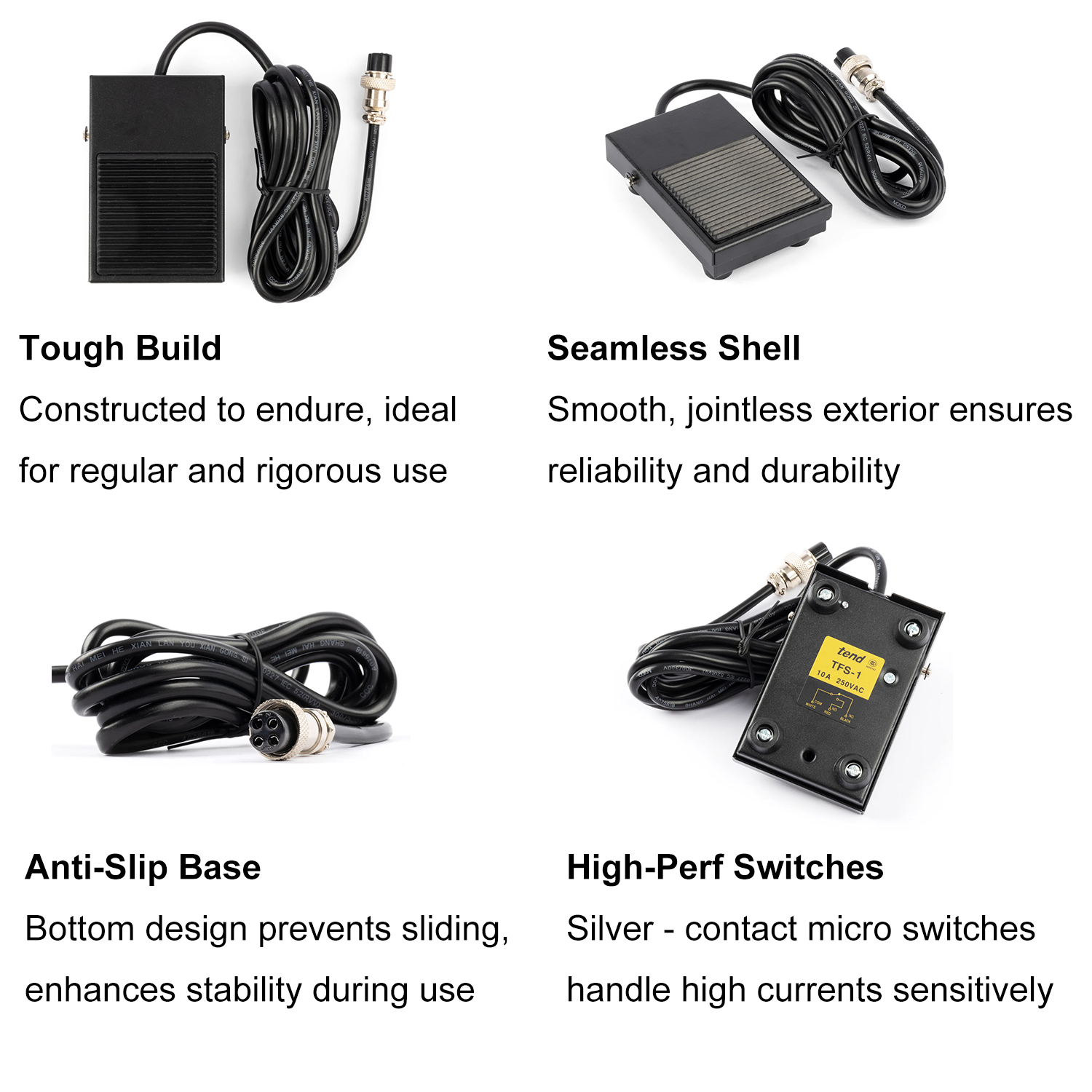
Denna fotpedalbrytare har en hållbar och robust sömlös skaldesign, vilket gör den lämplig för frekvent användning. Dess halkfria bottendesign förbättrar stabiliteten under drift, medan korrosionsbeständiga silverkontaktmikrobrytare säkerställer hög känslighet och kan hantera höga strömmar. Tillverkad av flamskyddsmedel erbjuder denna enhet säker och stabil drift. Den släta ytan är motståndskraftig mot skador, vilket säkerställer långvarig kvalitetsprestanda.
FUNKTIONER
BRUKSANVISNING
ANDRA MODELLER
| Uteffekt | Varvförhållande | Strömförsörjning | Icke-handhållen typ | Handhållen typ |
|---|---|---|---|---|
| 15 kW | 16:1 | Enfas 110V eller 220V | USS-HFIH00001 | USS-HFIH00015 |
| 16:2 | Enfas 110V eller 220V | USS-HFIH00011 | ||
| 25 kW | 18:1 | Trefas 380V | USS-HFIH00003-380V | USS-HFIH00016 |
| Trefas 480V | USS-HFIH00003-480V | |||
| 35 kW | 18:1 | Trefas 380V eller 480V | USS-HFIH00004 | USS-HFIH00018 |
| 40 kW | 18:1 | Trefas 380V eller 480V | USS-HFIH00008 | USS-HFIH00019 |
| 60 kW | 18:1 | Trefas 380V eller 480V | USS-HFIH00006 | USS-HFIH00020 |
| 80 kW | 18:1 | Trefas 380V eller 480V | USS-HFIH00014 | USS-HFIH00021 |
TILLBEHÖR
| Modell | Beskrivning | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 Skruvmutter | |||
| USS-HFIH00001-P6 | 6mm kopparrör | |||
| USS-HFIH00001-P8 | 8mm kopparrör | |||
| USS-HFIH00002 | Fotpedalbrytare | |||
HUR MAN VÄLJER PRODUKTER EFTER OLIKA ANVÄNDNINGSOMRÅDEN
| Uppvärmningstyp | Användningsområde | Frekvensval | Effektval |
|---|---|---|---|
| Lödning | Kompositsvetsning av borrkronor, svarvverktyg, brotschar, fräsar, borrkronor etc. och olika material såsom botten av rostfria stålpannor. | Princip: Ju större svetsvolym, desto lägre bör frekvensen vara. För verktyg med en volym mindre än 30*30*30 mm³ kan hög frekvens användas; för de större än 30*30*30 mm³ bör medelfrekvens tillämpas. | Bestäms enligt arbetsstyckets specifika form, material och lödning. |
| Genomvärmning av arbetsstycke | Varmsmide och varmvalsning av fästelement, standarddelar, bildelar, hårdvaruverktyg, riggning, spiralborrar etc. | Princip: Ju större diameter arbetsstycket har, desto lägre bör frekvensen vara. Till exempel: Φ20 mm och högre, medelfrekvens (1 - 20 kHz); Φ5 mm - 20 mm, högfrekvens (20 - 100 kHz); Φ5 mm och lägre, ultrahögfrekvens (100 - 500 kHz). | Välj lämplig effekt i enlighet med produktionseffektiviteten. Ju högre effekt, desto snabbare hastighet. För specifik information, kontakta företagets tekniska personal. |
| Värmebehandling | Värmebehandling av axlar, kugghjul, kedjehjul, maskinstyrningstillbehör, glödgning av metalltråd, hydrauliska tillbehör, bildelar, knivar, saxar, tänger, glödgning av rostfria stålpannor etc. | Princip: Ju grundare det härdade lagret som krävs för arbetsstycket, desto högre bör frekvensen vara. Till exempel: under 1 mm, ultrahög frekvens 100 - 500 kHz; 1 - 2,5 mm, superhög frekvens 20 - 100 kHz; 2,5 mm och högre, medelhög frekvens 1 - 20 kHz. | Tänk noggrant på arbetsstyckets form, kylningsmetod, kylhårdhet, krav på härdat lager och material. För specifika detaljer, kontakta företagets tekniska personal. |
| Smältande | Ädelmetaller som guld, silver, koppar, bly etc. | Vanligtvis väljs medelfrekvens, och hög frekvens kan väljas för liten kapacitet. | Bestäms enligt den specifika ugnen och produktionseffektiviteten. |
| Andra | Uppvärmning och laminering av aluminium-plaströr, stål-plaströr, kablar, ledningar; aluminiumfolietätning som används inom livsmedels-, dryckes- och läkemedelsindustrin. | Bestäms enligt den specifika situationen | Bestäms enligt produktionshastighet, material och temperatur. |
| Specialfunktioner och stödutrustning | Såsom dubbelfrekvensutrustning, matchningstyp för flera belastningar (dubbelhuvud, multitapp), automatisk styrtyp, en-till-två, bryggoljeledningsarmbåge, konstant effekt och konstant ström, mjuk anslutningsinduktor. |
Ladda ner användarmanualen here