
























INTRODUKTION
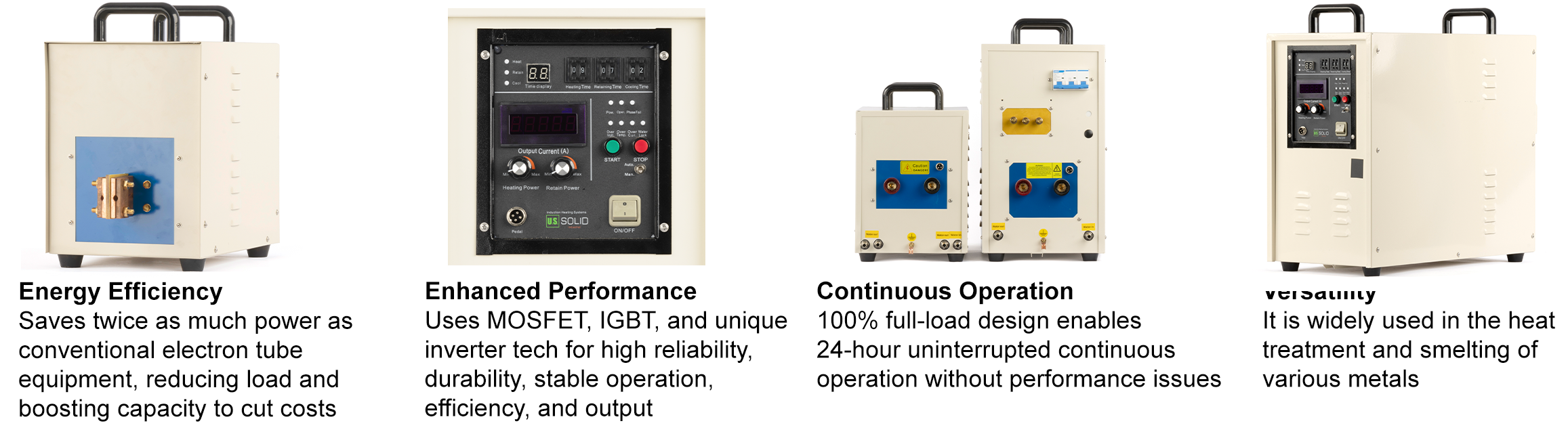
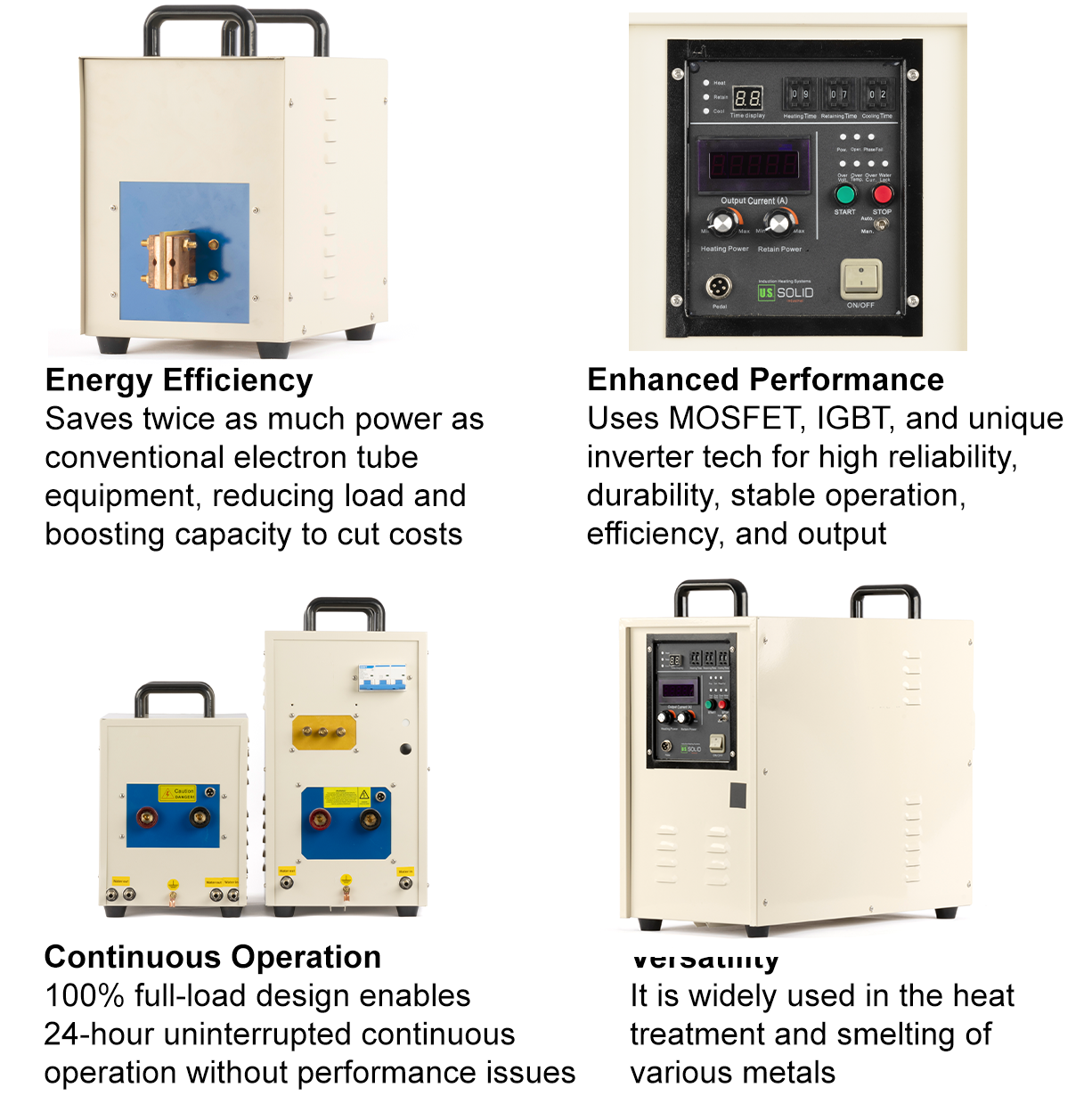
Denna högfrekventa induktionsvärmare möjliggör effektiv metallbearbetning genom att generera elektriska strömmar i ledare som guld, silver, koppar och aluminium, vilket skapar exakt värme för smältning. Den erbjuder en konstant och stabil arbetstemperatur, vilket säkerställer utmärkta resultat. Med anmärkningsvärda funktioner har den låg energiförbrukning men hög uteffekt, och förbrukar bara hälften av effekten hos traditionella högfrekventa induktionsvärmare med elektronrör under samma förhållanden. 100 % belastningsdesignen möjliggör kontinuerlig drift dygnet runt. Utrustad med de senaste MOSFET- och IGBT-strömförsörjningsenheterna och aktuella frekvenskontrollstandarder förenklar den manuell drift. Den infraröda temperaturdetektorn förbättrar uppvärmningskvaliteten och styr automatiskt temperaturen. Dessutom förbättrar de inbyggda statusdisplayerna tillförlitlighet och hållbarhet.
VARFÖR VÄLJER FLER HÖGFREKVENSVÄRMARE?
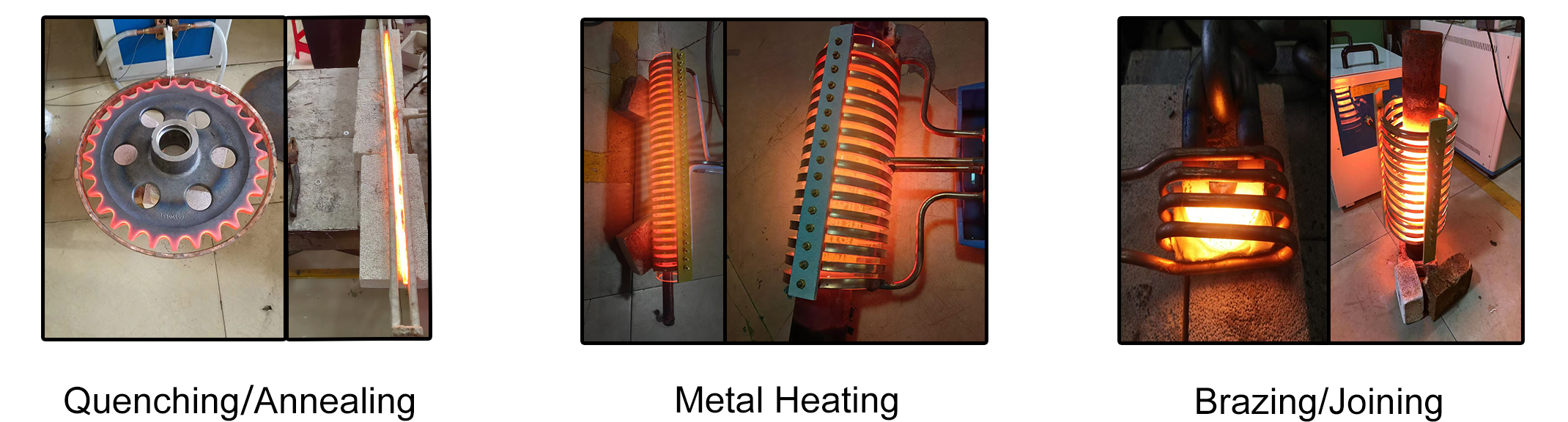
MASKINEN KAN ANVÄNDAS I EN OLIKA VÄRMEBEHANDLINGSSCENARIER
|
|
|
SPECIFIKATIONER
| Modell | USS-HFIH000014 | Skyddspunkt för kylvattentemperatur | 40°C/104°F |
|---|---|---|---|
| Strömförsörjning | Trefas 380V eller 480V | Uteffekt | 80 kW |
| Fluktuerande frekvens | 30–80 kHz | Avbrytande betyg | 100A |
| Varvförhållande (förhållandet mellan primärspolens varv och sekundärspolens varv) | 18:1 | Nettovikt | Huvudenhet: 41 kg; Förlängningsenhet: 72 kg |
| Utgångsström | 400-3200A | Tidsinställning | 1–99 sekunder |
| Maximal uppvärmningstemperatur | upp till 1800℃ / 3272℉ (beroende på arbetsstycket och spolmaterial) | Produktmått | Huvudenhet: 660*340*525 mm; Förlängningsenhet: 440*305*440 mm |
| Kylvatten | 0,15–0,25 MPa 60 l/min | Minsta kylvattentemperatur | 26℃ / 78,8℉ |
CE-CERTIFIERAD KVALITET OCH SÄKERHET
PACKLISTA
- Högfrekvent induktionsvärmare x1
- Induktionsspole (40 mm innerdiameter, 3 varv, vertikal uppvärmning) x1
- Fotpedal x1
- Kabelskor (60A) x4
- Slangklämmor (10-16) x12
- Slangklämmor (22-32) x4
- Vattenslang (19 mm innerdiameter, 26 mm ytterdiameter, 6 m längd) x1
- Vattenslangar (8 mm innerdiameter, 13 mm ytterdiameter, 6 m längd) x3
- Kabeltråd (50²+14P, 1,5 m längd) x1
- Signaltråd (1,5 m längd) x1
- Engelsk manual x1

Vanliga frågor
1. Vad ska man göra när övertemperaturlampan tänds?
Låt maskinen svalna under en viss tid och starta sedan om den. Innan vatten kommer in i maskinen, se till att temperaturen är under 40 °C (104 °F). Använd endast kallt och rent vatten hela tiden.
2. Hur hanterar man situationen när överspänningslampan tänds?
Se till att maskinen är ansluten till lämplig spänning för modellen enligt specifikationerna.
3. Hur felsöker man om maskinen inte slås på?
Kontrollera strömbrytaren, säkringen, strömanslutningarna och uttagets strömstatus. Se till att alla anslutningar är säkra och fungerar korrekt.
4. Hur hanterar man maskinen som piper vid uppstart?
Kontrollera anslutningen mellan spolen och maskinen för att säkerställa korrekt installation. Se till att spolen är korrekt placerad, utan för många varv eller felaktig täckning.
VARNING
1.Se alltid till att maskinen är korrekt jordad.
2.Upprätthåll en ren och skräpfri miljö runt maskinen.
3.Placera värmaren på en stabil och jämn yta.
4.Använd originaldelar från tillverkaren för optimal säkerhet och prestanda.
ANDRA MODELLER
| Uteffekt | Strömförsörjning | Icke-handhållen typ | Handhållen typ |
|---|---|---|---|
| 15 kW | Enfas 110V eller 220V | USS-HFIH00001(16:1 varvtalsförhållande) | USS-HFIH00015 |
| Enfas 110V eller 220V | USS-HFIH00011(16:2 varvtalsförhållande) | ||
| 25 kW | Trefas 380V | USS-HFIH00003-380V(18:1 varvtalsförhållande) | USS-HFIH00016 |
| Trefas 480V | USS-HFIH00003-480V(18:1 varvtalsförhållande) | ||
| 25 kW | Trefas 380V | USS-HFIH00012-380V(18:2 varvtalsförhållande) | |
| Trefas 480V | USS-HFIH00012-480V(18:2 varvtalsförhållande) | ||
| 35 kW | Trefas 380V eller 480V | USS-HFIH00004(18:1 varvtalsförhållande) | USS-HFIH00018 |
| 40 kW | Trefas 380V eller 480V | USS-HFIH00008(18:1 varvtalsförhållande) | USS-HFIH00019 |
| 60 kW | Trefas 380V eller 480V | USS-HFIH00006(18:1 varvtalsförhållande) | USS-HFIH00020 |
| 80 kW | Trefas 380V eller 480V | USS-HFIH00014(18:1 varvtalsförhållande) | USS-HFIH00021 |
TILLBEHÖR
| Modell | Beskrivning | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 Skruvmutter | |||
| USS-HFIH00001-P6 | 6mm kopparrör | |||
| USS-HFIH00001-P8 | 8mm kopparrör | |||
| USS-HFIH00002 | Fotpedalbrytare | |||
| USS-HFIH00001-KLÄMMA | Klämma, 4-pack | |||
| USS-HFIH00001-SÄKRING | Säkring, 3-pack | |||
| USS-HFIH00001-SPOLE | Standardspole (innerdiameter 40 mm, 3 varv) | |||
HUR MAN VÄLJER PRODUKTER EFTER OLIKA ANVÄNDNINGSOMRÅDEN
| Uppvärmningstyp | Användningsområde | Frekvensval | Effektval |
|---|---|---|---|
| Lödning | Kompositsvetsning av borrkronor, svarvverktyg, brotschar, fräsar, borrkronor etc. och olika material såsom botten av rostfria stålpannor. | Princip: Ju större svetsvolym, desto lägre bör frekvensen vara. För verktyg med en volym mindre än 30*30*30 mm³ kan hög frekvens användas; för de större än 30*30*30 mm³ bör medelfrekvens tillämpas. | Bestäms enligt arbetsstyckets specifika form, material och lödning. |
| Genomvärmning av arbetsstycke | Varmsmide och varmvalsning av fästelement, standarddelar, bildelar, hårdvaruverktyg, riggning, spiralborrar etc. | Princip: Ju större diameter arbetsstycket har, desto lägre bör frekvensen vara. Till exempel: Φ20 mm och högre, medelfrekvens (1 - 20 kHz); Φ5 mm - 20 mm, högfrekvens (20 - 100 kHz); Φ5 mm och lägre, ultrahögfrekvens (100 - 500 kHz). | Välj lämplig effekt i enlighet med produktionseffektiviteten. Ju högre effekt, desto snabbare hastighet. För specifik information, kontakta företagets tekniska personal. |
| Värmebehandling | Värmebehandling av axlar, kugghjul, kedjehjul, maskinstyrningstillbehör, glödgning av metalltråd, hydrauliska tillbehör, bildelar, knivar, saxar, tänger, glödgning av rostfria stålpannor etc. | Princip: Ju grundare det härdade lagret som krävs för arbetsstycket, desto högre bör frekvensen vara. Till exempel: under 1 mm, ultrahög frekvens 100 - 500 kHz; 1 - 2,5 mm, superhög frekvens 20 - 100 kHz; 2,5 mm och högre, medelhög frekvens 1 - 20 kHz. | Tänk noggrant på arbetsstyckets form, kylningsmetod, kylhårdhet, krav på härdat lager och material. För specifika detaljer, kontakta företagets tekniska personal. |
| Smältande | Ädelmetaller som guld, silver, koppar, bly etc. | Vanligtvis väljs medelfrekvens, och hög frekvens kan väljas för liten kapacitet. | Bestäms enligt den specifika ugnen och produktionseffektiviteten. |
| Andra | Uppvärmning och laminering av aluminium-plaströr, stål-plaströr, kablar, ledningar; aluminiumfolietätning som används inom livsmedels-, dryckes- och läkemedelsindustrin. | Bestäms enligt den specifika situationen. | Bestäms enligt produktionshastighet, material och temperatur. |
| Specialfunktioner och stödutrustning. | Såsom dubbelfrekvensutrustning, matchningstyp för flera belastningar (dubbelhuvud, multitapp), automatisk styrtyp, en-till-två, bryggoljeledningsarmbåge, konstant effekt och konstant ström, mjuk anslutningsinduktor. |
Ladda ner användarmanualen here
INTRODUKTION
Denna högfrekventa induktionsvärmare möjliggör effektiv metallbearbetning genom att generera elektriska strömmar i ledare som guld, silver, koppar och aluminium, vilket skapar exakt värme för smältning. Den erbjuder en konstant och stabil arbetstemperatur, vilket säkerställer utmärkta resultat. Med anmärkningsvärda funktioner har den låg energiförbrukning men hög uteffekt, och förbrukar endast hälften av effekten hos traditionella högfrekventa induktionsvärmare med elektronrör under samma förhållanden. 100 % belastningsdesignen möjliggör kontinuerlig drift dygnet runt. Utrustad med de senaste MOSFET- och IGBT-strömförsörjningsenheterna och aktuella frekvenskontrollstandarder förenklar den manuell drift. Den infraröda temperaturdetektorn förbättrar uppvärmningskvaliteten och styr automatiskt temperaturen. Dessutom förbättrar de inbyggda statusdisplayerna tillförlitlighet och hållbarhet.
VARFÖR VÄLJER FLER HÖGFREKVENSVÄRMARE?
MASKINEN KAN ANVÄNDAS I EN OLIKA VÄRMEBEHANDLINGSSCENARIER
|
|
|
|
SPECIFIKATIONER
| Modell | USS-HFIH000014 | Skyddspunkt för kylvattentemperatur | 40°C/104°F |
|---|---|---|---|
| Strömförsörjning | Trefas 380V eller 480V | Uteffekt | 80 kW |
| Fluktuerande frekvens | 30–80 kHz | Avbrytande betyg | 100A |
| Varvförhållande (förhållandet mellan primärspolens varv och sekundärspolens varv) | 18:1 | Nettovikt | Huvudenhet: 41 kg; Förlängningsenhet: 72 kg |
| Utgångsström | 400-3200A | Tidsinställning | 1–99 sekunder |
| Maximal uppvärmningstemperatur | upp till 1800℃ / 3272℉ (beroende på arbetsstycket och spolmaterial) | Produktmått | Huvudenhet: 660*340*525 mm; Förlängningsenhet: 440*305*440 mm |
| Kylvatten | 0,15–0,25 MPa 60 l/min | Minsta kylvattentemperatur | 26℃ / 78,8℉ |
CE-CERTIFIERAD KVALITET OCH SÄKERHET
Vanliga frågor
1. Vad ska man göra när övertemperaturlampan tänds?
Låt maskinen svalna under en viss tid och starta sedan om den. Innan vatten kommer in i maskinen, se till att temperaturen är under 40 °C (104 °F). Använd endast kallt och rent vatten hela tiden.
2. Hur hanterar man situationen när överspänningslampan tänds?
Se till att maskinen är ansluten till den spänning som är lämplig för modellen enligt specifikationerna.
3. Hur felsöker man om maskinen inte slås på?
Kontrollera strömbrytaren, säkringen, strömanslutningarna och uttagets strömstatus. Se till att alla anslutningar är säkra och fungerar korrekt.
4. Hur hanterar man maskinen som piper vid uppstart?
Kontrollera anslutningen mellan spolen och maskinen för att säkerställa korrekt installation. Se till att spolen är korrekt placerad, utan för många varv eller felaktig täckning.
VARNING
1.Se alltid till att maskinen är korrekt jordad.
2.Upprätthåll en ren och skräpfri miljö runt maskinen.
3.Placera värmaren på en stabil och jämn yta.
4.Använd originaldelar från tillverkaren för optimal säkerhet och prestanda.
PACKLISTA
- Högfrekvent induktionsvärmare x1
- Induktionsspole (40 mm innerdiameter, 3 varv, vertikal uppvärmning) x1
- Fotpedal x1
- Kabelskor (60A) x4
- Slangklämmor (10-16) x12
- Slangklämmor (22-32) x4
- Vattenslang (19 mm innerdiameter, 26 mm ytterdiameter, 6 m längd) x1
- Vattenslangar (8 mm innerdiameter, 13 mm ytterdiameter, 6 m längd) x3
- Kabeltråd (50²+14P, 1,5 m längd) x1
- Signaltråd (1,5 m längd) x1
- Engelsk manual x1
ANDRA MODELLER
| Uteffekt | Strömförsörjning | Icke-handhållen typ | Handhållen typ |
|---|---|---|---|
| 15 kW | Enfas 110V eller 220V | USS-HFIH00001(16:1 varvtalsförhållande) | USS-HFIH00015 |
| Enfas 110V eller 220V | USS-HFIH00011(16:2 varvtalsförhållande) | ||
| 25 kW | Trefas 380V | USS-HFIH00003-380V(18:1 varvtalsförhållande) | USS-HFIH00016 |
| Trefas 480V | USS-HFIH00003-480V(18:1 varvtalsförhållande) | ||
| 25 kW | Trefas 380V | USS-HFIH00012-380V(18:2 varvtalsförhållande) | |
| Trefas 480V | USS-HFIH00012-480V(18:2 varvtalsförhållande) | ||
| 35 kW | Trefas 380V eller 480V | USS-HFIH00004(18:1 varvtalsförhållande) | USS-HFIH00018 |
| 40 kW | Trefas 380V eller 480V | USS-HFIH00008(18:1 varvtalsförhållande) | USS-HFIH00019 |
| 60 kW | Trefas 380V eller 480V | USS-HFIH00006(18:1 varvtalsförhållande) | USS-HFIH00020 |
| 80 kW | Trefas 380V eller 480V | USS-HFIH00014(18:1 varvtalsförhållande) | USS-HFIH00021 |
TILLBEHÖR
| Modell | Beskrivning | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 Skruvmutter | |||
| USS-HFIH00001-P6 | 6mm kopparrör | |||
| USS-HFIH00001-P8 | 8mm kopparrör | |||
| USS-HFIH00002 | Fotpedalbrytare | |||
HUR MAN VÄLJER PRODUKTER EFTER OLIKA ANVÄNDNINGSOMRÅDEN
| Uppvärmningstyp | Användningsområde | Frekvensval | Effektval |
|---|---|---|---|
| Lödning | Kompositsvetsning av borrkronor, svarvverktyg, brotschar, fräsar, borrkronor etc. och olika material såsom botten av rostfria stålpannor. | Princip: Ju större svetsvolym, desto lägre bör frekvensen vara. För verktyg med en volym mindre än 30*30*30 mm³ kan hög frekvens användas; för de större än 30*30*30 mm³ bör medelfrekvens tillämpas. | Bestäms enligt arbetsstyckets specifika form, material och lödning. |
| Genomvärmning av arbetsstycke | Varmsmide och varmvalsning av fästelement, standarddelar, bildelar, hårdvaruverktyg, riggning, spiralborrar etc. | Princip: Ju större diameter arbetsstycket har, desto lägre bör frekvensen vara. Till exempel: Φ20 mm och högre, medelfrekvens (1 - 20 kHz); Φ5 mm - 20 mm, högfrekvens (20 - 100 kHz); Φ5 mm och lägre, ultrahögfrekvens (100 - 500 kHz). | Välj lämplig effekt i enlighet med produktionseffektiviteten. Ju högre effekt, desto snabbare hastighet. För specifik information, kontakta företagets tekniska personal. |
| Värmebehandling | Värmebehandling av axlar, kugghjul, kedjehjul, maskinstyrningstillbehör, glödgning av metalltråd, hydrauliska tillbehör, bildelar, knivar, saxar, tänger, glödgning av rostfria stålpannor etc. | Princip: Ju grundare det härdade lagret som krävs för arbetsstycket, desto högre bör frekvensen vara. Till exempel: under 1 mm, ultrahög frekvens 100 - 500 kHz; 1 - 2,5 mm, superhög frekvens 20 - 100 kHz; 2,5 mm och högre, medelhög frekvens 1 - 20 kHz. | Tänk noggrant på arbetsstyckets form, kylningsmetod, kylhårdhet, krav på härdat lager och material. För specifika detaljer, kontakta företagets tekniska personal. |
| Smältande | Ädelmetaller som guld, silver, koppar, bly etc. | Vanligtvis väljs medelfrekvens, och hög frekvens kan väljas för liten kapacitet. | Bestäms enligt den specifika ugnen och produktionseffektiviteten. |
| Andra | Uppvärmning och laminering av aluminium-plaströr, stål-plaströr, kablar, ledningar; aluminiumfolietätning som används inom livsmedels-, dryckes- och läkemedelsindustrin. | Bestäms enligt den specifika situationen | Bestäms enligt produktionshastighet, material och temperatur. |
| Specialfunktioner och stödutrustning | Såsom dubbelfrekvensutrustning, matchningstyp för flera belastningar (dubbelhuvud, multitapp), automatisk styrtyp, en-till-två, bryggoljeledningsarmbåge, konstant effekt och konstant ström, mjuk anslutningsinduktor. |
Ladda ner användarmanualen here