
























INNLEDNING
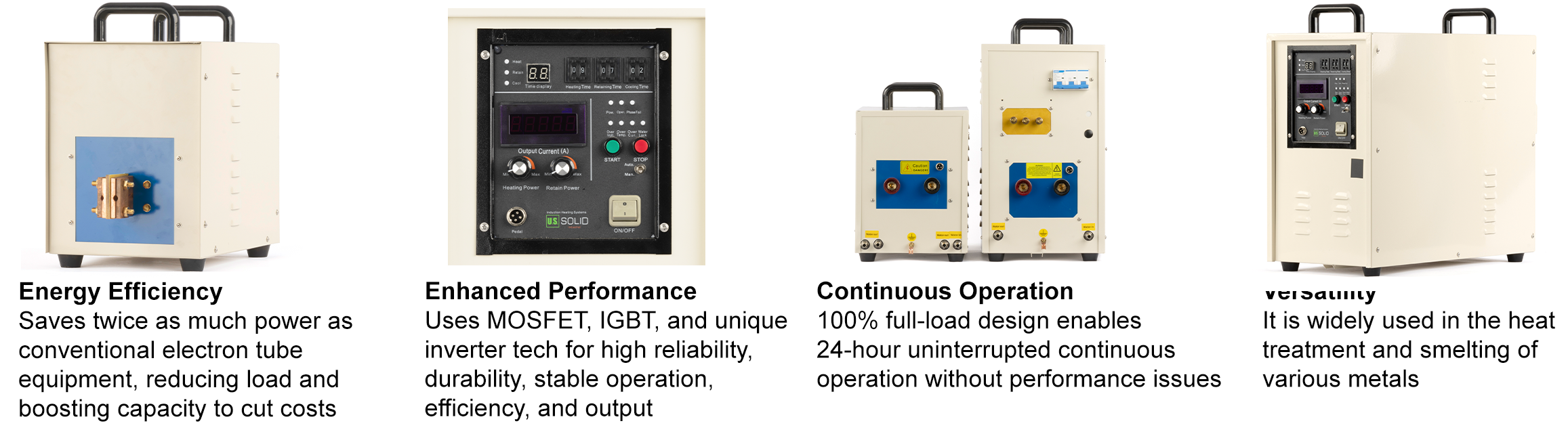
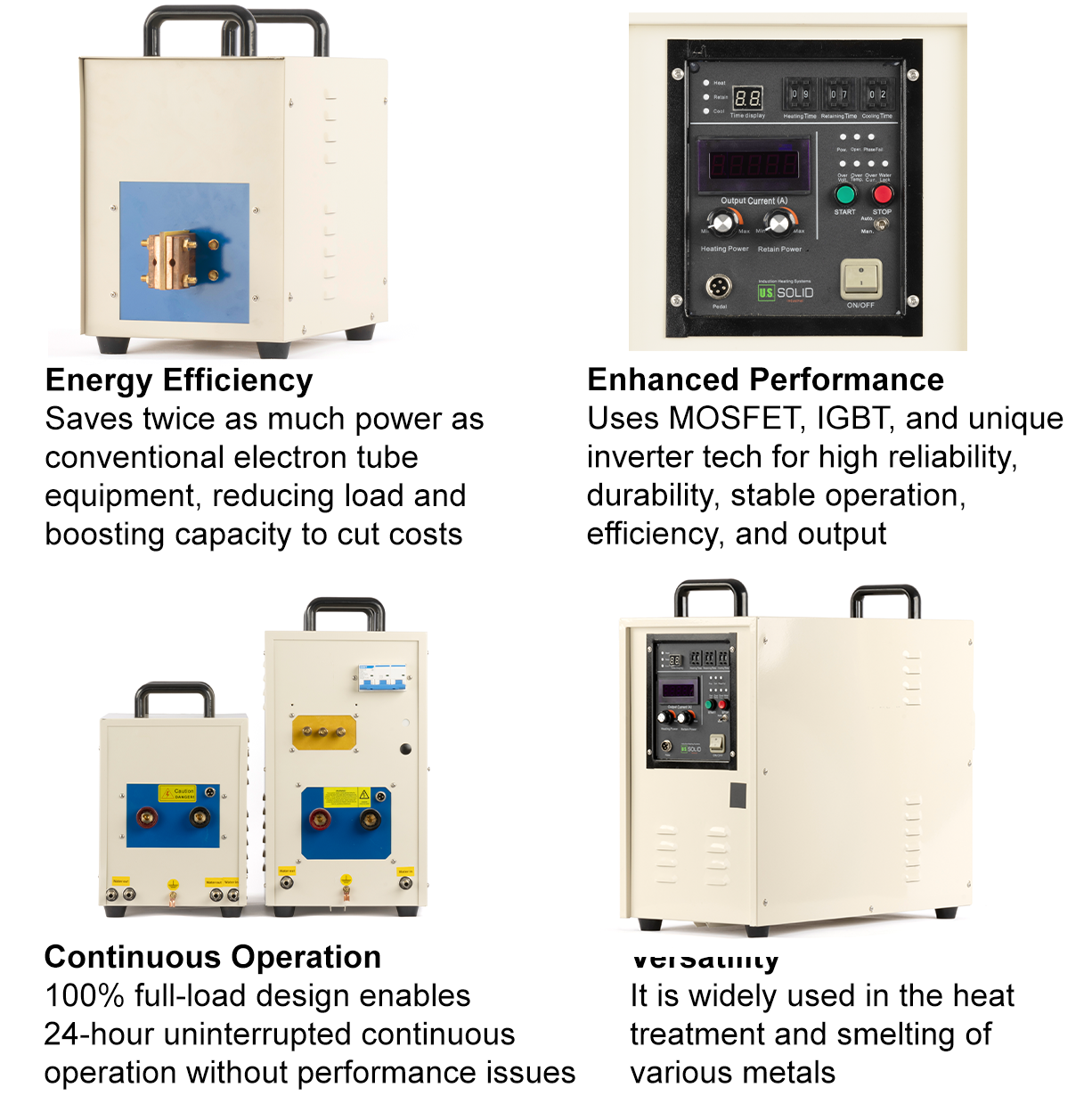
Denne høyfrekvente induksjonsvarmeren muliggjør effektiv metallbearbeiding ved å generere elektrisk strøm i ledere som gull, sølv, kobber og aluminium, og skaper presis varme for smelting. Den tilbyr en konstant og stabil arbeidstemperatur, noe som sikrer utmerkede resultater. Med bemerkelsesverdige funksjoner har den lavt energiforbruk, men høy utgangseffekt, og bruker bare halvparten av strømmen til tradisjonelle høyfrekvente induksjonsvarmere med elektronrør under de samme forholdene. 100 % lastdesignet muliggjør kontinuerlig 24-timers drift. Utstyrt med de nyeste MOSFET- og IGBT-strømenhetene og gjeldende frekvenskontrollstandarder, forenkler den manuell drift. Den infrarøde temperaturdetektoren forbedrer oppvarmingskvaliteten og kontrollerer temperaturen automatisk. I tillegg forbedrer de innebygde statusvisningene påliteligheten og bærekraften.
HVORFOR VELGER FLERE HØYFREKVENSVARMERE?
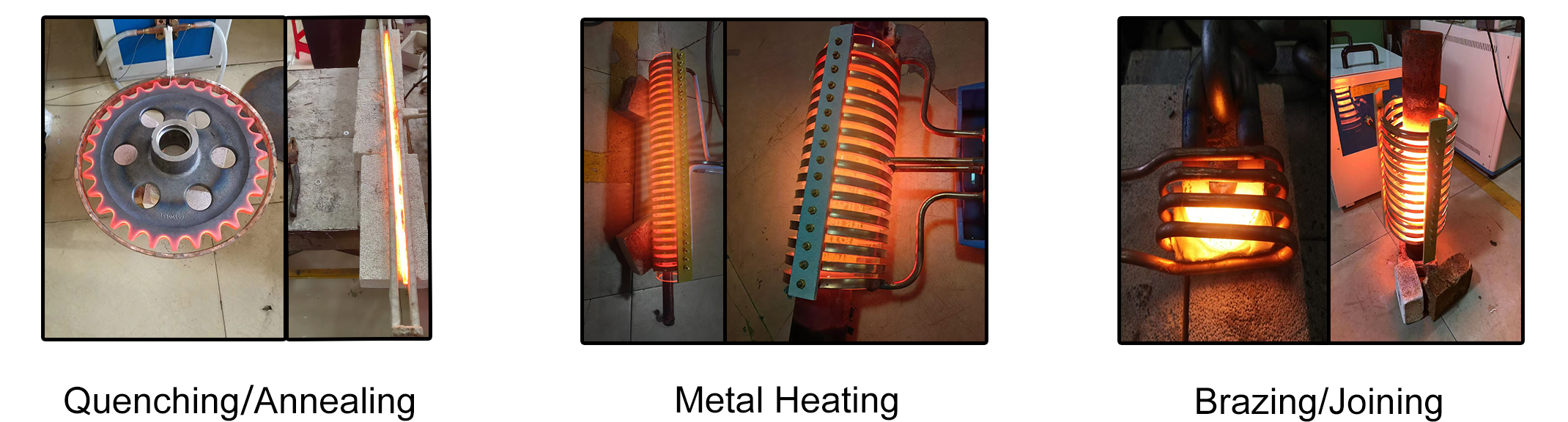
MASKINEN KAN BRUKES I EN REKKE VARMEBEHANDLINGSSCENARIER
|
|
|
SPESIFIKASJONER
| Modell | USS-HFIH000014 | Beskyttelsespunkt for kjølevannstemperatur | 40 °C / 104 °F |
|---|---|---|---|
| Strømforsyning | Trefase 380V eller 480V | Utgangseffekt | 80 kW |
| Fluktuerende frekvens | 30–80 kHz | Avbrytende vurdering | 100A |
| Vindingsforhold (forholdet mellom primærspolens vindinger og sekundærspolens vindinger) | 18:1 | Nettovekt | Hovedenhet: 41 kg; Forlengelsesenhet: 72 kg |
| Utgangsstrøm | 400–3200A | Tidsinnstilling | 1–99 sekunder |
| Maksimal oppvarmingstemperatur | opptil 1800 ℃ / 3272 ℉ (avhengig av arbeidsstykket og spolematerialet) | Produktdimensjoner | Hovedenhet: 660 * 340 * 525 mm; Forlengelsesenhet: 440 * 305 * 440 mm |
| Kjølevann | 0,15–0,25 MPa 60 l/min | Minimum kjølevannstemperatur | 26℃ / 78,8℉ |
CE-SERTIFISERT KVALITET OG SIKKERHET
PAKKELISTE
- Høyfrekvent induksjonsvarmer x1
- Induksjonsspole (40 mm indre diameter, 3 omdreininger, vertikal oppvarming) x1
- Fotpedal x1
- Ledningsklemmer (60A) x4
- Slangeklemmer (10-16) x12
- Slangeklemmer (22-32) x4
- Vannslange (19 mm indre diameter, 26 mm ytre diameter, 6 m lengde) x1
- Vannslanger (8 mm indre diameter, 13 mm ytre diameter, 6 m lengde) x3
- Kabeltråd (50²+14P, 1,5 m lengde) x1
- Signaltråd (1,5 m lengde) x1
- Engelsk manual x1

Vanlige spørsmål
1. Hva bør gjøres når overtemperaturlampen lyser?
La maskinen avkjøles i en viss periode, og start den deretter på nytt. Før vann kommer inn i maskinen, må du sørge for at temperaturen er under 40 °C (104 °F). Bruk kun kaldt og rent vann til enhver tid.
2. Hvordan håndtere situasjonen når overspenningslampen lyser?
Sørg for at maskinen er koblet til spenningen som passer for modellen i henhold til spesifikasjonene.
3. Hvordan feilsøke hvis maskinen ikke slår seg på?
Sjekk strømbryteren, sikringen, strømtilkoblingene og strømstatusen til stikkontakten. Sørg for at alle tilkoblinger er sikre og fungerer som de skal.
4. Hvordan håndtere maskinen som piper under oppstart?
Inspiser tilkoblingen mellom spolen og maskinen for å sikre riktig installasjon. Sørg for at spolen er plassert riktig, uten for store svinger eller feil dekning.
ADVARSEL
1.Sørg alltid for riktig jording av maskinen.
2.Oppretthold et rent og ruskfritt miljø rundt maskinen.
3.Plasser varmeren på en stabil og jevn overflate.
4.Bruk originale produsentdeler for optimal sikkerhet og ytelse.
ANDRE MODELLER
| Utgangseffekt | Strømforsyning | Ikke-håndholdt type | Håndholdt type |
|---|---|---|---|
| 15 kW | Enfase 110V eller 220V | USS-HFIH00001(16:1 svingforhold) | USS-HFIH00015 |
| Enfase 110V eller 220V | USS-HFIH00011(16:2 svingforhold) | ||
| 25 kW | Trefase 380V | USS-HFIH00003-380V(18:1 svingforhold) | USS-HFIH00016 |
| Trefase 480V | USS-HFIH00003-480V(18:1 svingforhold) | ||
| 25 kW | Trefase 380V | USS-HFIH00012-380V(18:2 svingforhold) | |
| Trefase 480V | USS-HFIH00012-480V(18:2 svingforhold) | ||
| 35 kW | Trefase 380V eller 480V | USS-HFIH00004(18:1 svingforhold) | USS-HFIH00018 |
| 40 kW | Trefase 380V eller 480V | USS-HFIH00008(18:1 svingforhold) | USS-HFIH00019 |
| 60 kW | Trefase 380V eller 480V | USS-HFIH00006(18:1 svingforhold) | USS-HFIH00020 |
| 80 kW | Trefase 380V eller 480V | USS-HFIH00014(18:1 svingforhold) | USS-HFIH00021 |
TILBEHØR
| Modell | Beskrivelse | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 skruemutter | |||
| USS-HFIH00001-P6 | 6 mm kobberrør | |||
| USS-HFIH00001-P8 | 8 mm kobberrør | |||
| USS-HFIH00002 | Fotpedalbryter | |||
| USS-HFIH00001-KLEMME | Klemme, pakke med 4 | |||
| USS-HFIH00001-SIKRING | Sikring, pakke med 3 | |||
| USS-HFIH00001-COIL | Standard spole (indre diameter 40 mm, 3 omdreininger) | |||
HVORDAN VELGE PRODUKTER ETTER FORSKJELLIG BRUK
| Oppvarmingstype | Bruksområde | Frekvensvalg | Strømvalg |
|---|---|---|---|
| Lodding | Komposittsveising av borekroner, dreieverktøy, opprømmere, freser, borekroner osv., og forskjellige materialer som bunnen av panner i rustfritt stål. | Prinsipp: Jo større sveisevolum, desto lavere bør frekvensen være. For verktøy med et volum mindre enn 30*30*30 mm³ kan høy frekvens brukes; for de som er større enn 30*30*30 mm³, bør middels frekvens brukes. | Bestemmes i henhold til arbeidsstykkets spesifikke form, materiale og loddetinn. |
| Gjennomoppvarming av arbeidsstykket | Varmsmiing og varmvalsing av festemidler, standarddeler, bildeler, maskinvareverktøy, rigging, spiralbor, etc. | Prinsipp: Jo større diameter arbeidsstykket har, desto lavere bør frekvensen være. For eksempel: Φ20 mm og over, middels frekvens (1–20 kHz); Φ5 mm–20 mm, høy frekvens (20–100 kHz); Φ5 mm og under, ultrahøy frekvens (100–500 kHz). | Velg riktig effekt i henhold til produksjonseffektiviteten. Jo høyere effekt, desto raskere hastighet. For spesifikke detaljer, kontakt selskapets tekniske personell. |
| Varmebehandling | Varmebehandling av aksler, gir, tannhjul, maskinverktøyføringstilbehør, gløding av metalltråd, hydraulisk tilbehør, bildeler, kniver, sakser, tanger, gløding av panner i rustfritt stål, etc. | Prinsipp: Jo grunnere det herdede laget som kreves for arbeidsstykket er, desto høyere bør frekvensen være. For eksempel: under 1 mm, ultrahøy frekvens 100 - 500 kHz; 1 - 2,5 mm, superaudiofrekvens 20 - 100 kHz; 2,5 mm og over, mediumfrekvens 1 - 20 kHz. | Vurder grundig arbeidsstykkets form, bråkjølingsmetode, bråkjølingshardhet, krav til herdet lag og materiale. For spesifikke detaljer, kontakt selskapets tekniske personell. |
| Smelting | Edle metaller som gull, sølv, kobber, bly, etc. | Vanligvis velges middels frekvens, og høy frekvens kan velges for liten kapasitet. | Bestemmes i henhold til den spesifikke ovnen og produksjonseffektiviteten. |
| Andre | Oppvarming og laminering av aluminium-plastrør, stål-plastrør, kabler, ledninger; forsegling av aluminiumsfolie brukt i næringsmiddel-, drikkevare- og farmasøytisk industri. | Bestemmes i henhold til den spesifikke situasjonen. | Bestemmes i henhold til produksjonshastighet, materiale og temperatur. |
| Spesialfunksjoner og støtteutstyr. | For eksempel dobbeltfrekvensutstyr, flerlastmatchingstype (dobbelthode, flertap), automatisk kontrolltype, en-til-to, albue for oljeledning i bro, konstant effekt og konstant strøm, myk tilkoblingsinduktor. |
Last ned brukerhåndboken here
INNLEDNING
Denne høyfrekvente induksjonsvarmeren muliggjør effektiv metallbearbeiding ved å generere elektrisk strøm i ledere som gull, sølv, kobber og aluminium, og skaper presis varme for smelting. Den tilbyr en konstant og stabil arbeidstemperatur, noe som sikrer utmerkede resultater. Med bemerkelsesverdige funksjoner har den lavt energiforbruk, men høy utgangseffekt, og bruker bare halvparten av strømmen til tradisjonelle høyfrekvente induksjonsvarmere med elektronrør under de samme forholdene. 100 % lastdesignet muliggjør kontinuerlig 24-timers drift. Utstyrt med de nyeste MOSFET- og IGBT-strømenhetene og gjeldende frekvenskontrollstandarder, forenkler den manuell betjening. Den infrarøde temperaturdetektoren forbedrer oppvarmingskvaliteten og kontrollerer temperaturen automatisk. I tillegg forbedrer de innebygde statusvisningene påliteligheten og bærekraften.
HVORFOR VELGER FLERE HØYFREKVENSVARMERE?
MASKINEN KAN BRUKES I EN REKKE VARMEBEHANDLINGSSCENARIER
|
|
|
|
SPESIFIKASJONER
| Modell | USS-HFIH000014 | Beskyttelsespunkt for kjølevannstemperatur | 40 °C / 104 °F |
|---|---|---|---|
| Strømforsyning | Trefase 380V eller 480V | Utgangseffekt | 80 kW |
| Fluktuerende frekvens | 30–80 kHz | Avbrytende vurdering | 100A |
| Vindingsforhold (forholdet mellom primærspolens vindinger og sekundærspolens vindinger) | 18:1 | Nettovekt | Hovedenhet: 41 kg; Forlengelsesenhet: 72 kg |
| Utgangsstrøm | 400–3200A | Tidsinnstilling | 1–99 sekunder |
| Maksimal oppvarmingstemperatur | opptil 1800 ℃ / 3272 ℉ (avhengig av arbeidsstykket og spolematerialet) | Produktdimensjoner | Hovedenhet: 660 * 340 * 525 mm; Forlengelsesenhet: 440 * 305 * 440 mm |
| Kjølevann | 0,15–0,25 MPa 60 l/min | Minimum kjølevannstemperatur | 26℃ / 78,8℉ |
CE-SERTIFISERT KVALITET OG SIKKERHET
Vanlige spørsmål
1. Hva bør gjøres når overtemperaturlampen lyser?
La maskinen avkjøles i en viss periode, og start den deretter på nytt. Før vann kommer inn i maskinen, må du sørge for at temperaturen er under 40 °C (104 °F). Bruk kun kaldt og rent vann til enhver tid.
2. Hvordan håndtere situasjonen når overspenningslampen lyser?
Sørg for at maskinen er koblet til spenningen som passer for modellen i henhold til spesifikasjonene.
3. Hvordan feilsøke hvis maskinen ikke slår seg på?
Sjekk strømbryteren, sikringen, strømtilkoblingene og strømstatusen til stikkontakten. Sørg for at alle tilkoblinger er sikre og fungerer som de skal.
4. Hvordan håndtere maskinen som piper under oppstart?
Inspiser tilkoblingen mellom spolen og maskinen for å sikre riktig installasjon. Sørg for at spolen er plassert riktig, uten for store svinger eller feil dekning.
ADVARSEL
1.Sørg alltid for riktig jording av maskinen.
2.Oppretthold et rent og ruskfritt miljø rundt maskinen.
3.Plasser varmeren på en stabil og jevn overflate.
4.Bruk originale produsentdeler for optimal sikkerhet og ytelse.
PAKKELISTE
- Høyfrekvent induksjonsvarmer x1
- Induksjonsspole (40 mm indre diameter, 3 omdreininger, vertikal oppvarming) x1
- Fotpedal x1
- Ledningsklemmer (60A) x4
- Slangeklemmer (10-16) x12
- Slangeklemmer (22-32) x4
- Vannslange (19 mm indre diameter, 26 mm ytre diameter, 6 m lengde) x1
- Vannslanger (8 mm indre diameter, 13 mm ytre diameter, 6 m lengde) x3
- Kabeltråd (50²+14P, 1,5 m lengde) x1
- Signaltråd (1,5 m lengde) x1
- Engelsk manual x1
ANDRE MODELLER
| Utgangseffekt | Strømforsyning | Ikke-håndholdt type | Håndholdt type |
|---|---|---|---|
| 15 kW | Enfase 110V eller 220V | USS-HFIH00001(16:1 svingforhold) | USS-HFIH00015 |
| Enfase 110V eller 220V | USS-HFIH00011(16:2 svingforhold) | ||
| 25 kW | Trefase 380V | USS-HFIH00003-380V(18:1 svingforhold) | USS-HFIH00016 |
| Trefase 480V | USS-HFIH00003-480V(18:1 svingforhold) | ||
| 25 kW | Trefase 380V | USS-HFIH00012-380V(18:2 svingforhold) | |
| Trefase 480V | USS-HFIH00012-480V(18:2 svingforhold) | ||
| 35 kW | Trefase 380V eller 480V | USS-HFIH00004(18:1 svingforhold) | USS-HFIH00018 |
| 40 kW | Trefase 380V eller 480V | USS-HFIH00008(18:1 svingforhold) | USS-HFIH00019 |
| 60 kW | Trefase 380V eller 480V | USS-HFIH00006(18:1 svingforhold) | USS-HFIH00020 |
| 80 kW | Trefase 380V eller 480V | USS-HFIH00014(18:1 svingforhold) | USS-HFIH00021 |
TILBEHØR
| Modell | Beskrivelse | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 skruemutter | |||
| USS-HFIH00001-P6 | 6 mm kobberrør | |||
| USS-HFIH00001-P8 | 8 mm kobberrør | |||
| USS-HFIH00002 | Fotpedalbryter | |||
HVORDAN VELGE PRODUKTER ETTER FORSKJELLIGE BRUKSOMRÅDER
| Oppvarmingstype | Bruksområde | Frekvensvalg | Strømvalg |
|---|---|---|---|
| Lodding | Komposittsveising av borekroner, dreieverktøy, opprømmere, freser, borekroner osv., og forskjellige materialer som bunnen av panner i rustfritt stål. | Prinsipp: Jo større sveisevolum, desto lavere bør frekvensen være. For verktøy med et volum mindre enn 30*30*30 mm³ kan høy frekvens brukes; for de som er større enn 30*30*30 mm³, bør middels frekvens brukes. | Bestemmes i henhold til arbeidsstykkets spesifikke form, materiale og loddetinn. |
| Gjennomoppvarming av arbeidsstykket | Varmsmiing og varmvalsing av festemidler, standarddeler, bildeler, maskinvareverktøy, rigging, spiralbor, etc. | Prinsipp: Jo større diameter arbeidsstykket har, desto lavere bør frekvensen være. For eksempel: Φ20 mm og over, middels frekvens (1–20 kHz); Φ5 mm–20 mm, høy frekvens (20–100 kHz); Φ5 mm og under, ultrahøy frekvens (100–500 kHz). | Velg riktig effekt i henhold til produksjonseffektiviteten. Jo høyere effekt, desto raskere hastighet. For spesifikke detaljer, kontakt selskapets tekniske personell. |
| Varmebehandling | Varmebehandling av aksler, gir, tannhjul, maskinverktøyføringstilbehør, gløding av metalltråd, hydraulisk tilbehør, bildeler, kniver, sakser, tanger, gløding av panner i rustfritt stål, etc. | Prinsipp: Jo grunnere det herdede laget som kreves for arbeidsstykket er, desto høyere bør frekvensen være. For eksempel: under 1 mm, ultrahøy frekvens 100 - 500 kHz; 1 - 2,5 mm, superaudiofrekvens 20 - 100 kHz; 2,5 mm og over, mediumfrekvens 1 - 20 kHz. | Vurder grundig arbeidsstykkets form, bråkjølingsmetode, bråkjølingshardhet, krav til herdet lag og materiale. For spesifikke detaljer, kontakt selskapets tekniske personell. |
| Smelting | Edle metaller som gull, sølv, kobber, bly, etc. | Vanligvis velges middels frekvens, og høy frekvens kan velges for liten kapasitet. | Bestemmes i henhold til den spesifikke ovnen og produksjonseffektiviteten. |
| Andre | Oppvarming og laminering av aluminium-plastrør, stål-plastrør, kabler, ledninger; forsegling av aluminiumsfolie brukt i næringsmiddel-, drikkevare- og farmasøytisk industri. | Bestemmes i henhold til den spesifikke situasjonen | Bestemmes i henhold til produksjonshastighet, materiale og temperatur. |
| Spesialfunksjoner og støtteutstyr | For eksempel dobbeltfrekvensutstyr, flerlastmatchingstype (dobbelthode, flertap), automatisk kontrolltype, en-til-to, albue for oljeledning i bro, konstant effekt og konstant strøm, myk tilkoblingsinduktor. |
Last ned brukerhåndboken here