




















GİRİŞ
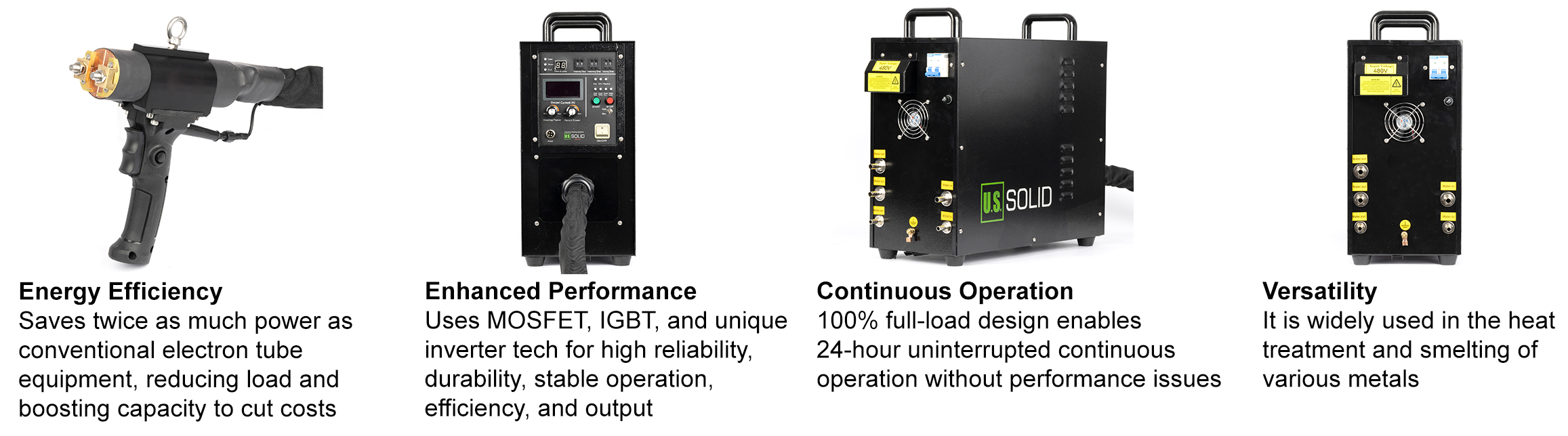
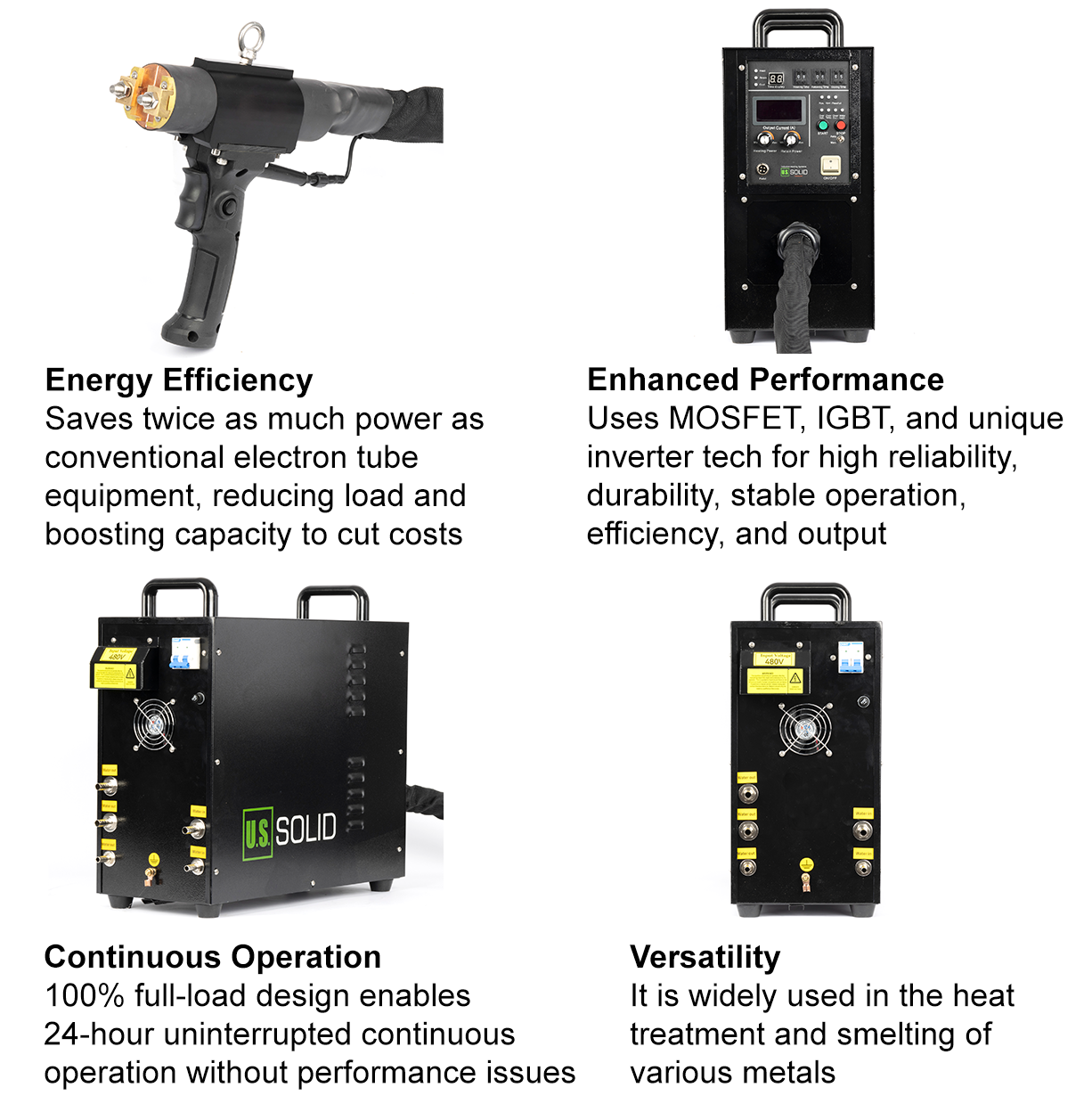
Bu Yüksek Frekanslı İndüksiyon Isıtıcı, altın, gümüş, bakır ve alüminyum gibi iletkenler içinde elektrik akımları üreterek, eritme için hassas ısı oluşturarak verimli metal işleme olanağı sağlar. Sabit ve istikrarlı bir çalışma sıcaklığı sunarak mükemmel sonuçlar sağlar. Dikkat çekici özellikleriyle, düşük enerji tüketimine rağmen yüksek çıkış gücüne sahiptir ve aynı koşullar altında geleneksel elektron tüplü yüksek frekanslı indüksiyon ısıtıcılarının gücünün sadece yarısını tüketir. %100 yük tasarımı, 24 saat kesintisiz çalışma imkanı sağlar. En yeni MOSFET ve IGBT güç üniteleri ve akım frekans kontrol standartlarıyla donatılmış olup, manuel çalışmayı basitleştirir. Kızılötesi sıcaklık dedektörü, ısıtma kalitesini artırır ve sıcaklığı otomatik olarak kontrol eder. Ek olarak, dahili durum göstergeleri güvenilirliği ve sürdürülebilirliği artırır.
NEDEN DAHA FAZLA İNSAN YÜKSEK FREKANSLI ISITICILARI TERCİH EDİYOR?
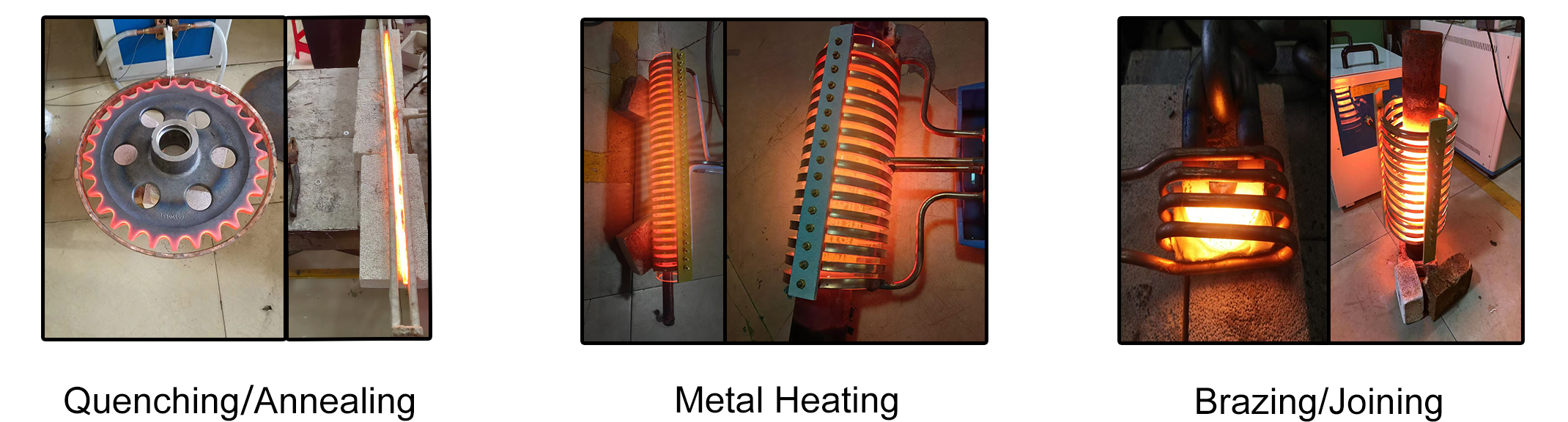
MAKİNE ÇEŞİTLİ ISITMA İŞLEM SENARYOLARINDA KULLANILABİLİR
|
|
|
TEKNİK ÖZELLİKLER
| Model | USS-HFIH00019 | Soğutma Suyu Sıcaklık Koruma Noktası | 40°C/104°F |
|---|---|---|---|
| Güç Kaynağı | Üç fazlı 380V veya 480V | Çıkış Gücü | 40kW |
| Dalgalanan Frekans | 30-80kHz | Kesintili Derecelendirme | 100A |
| Yük Faktörü | %100 | Net ağırlığı | 34 kg |
| Çıkış Akımı | 400-1800A | Zaman Ayarı | 1-99 saniye |
| Maksimum Isıtma Sıcaklığı | 1800℃ / 3272℉'ye kadar (iş parçasına ve bobin malzemesine bağlı olarak) | Ürün Boyutları | 535*250*460mm |
| Soğutma Suyu | 0,15-0,25 MPa 40 L/dak | Minimum Soğutma Suyu Sıcaklığı | 26℃ / 78.8℉ |
CE SERTİFİKALI KALİTE VE GÜVENLİK
PAKET İÇERİĞİ
- Standart İndüksiyon Bobini (5-35mm açıklık opsiyonel, 23 sarım) x 1
- Terminaller (60A) x 4
- Hortum Kelepçeleri (10-16) x 12
- Su Hortumu (iç çap 8mm, dış çap 12mm, uzunluk 6m) x 1
- Su Hortumları (iç çap 13mm, (Dış çap 18 mm, uzunluk 6 m) x 2
- Contalar x 4
- Vidalar x 6
SSS
1. Aşırı sıcaklık ışığı yandığında ne yapılmalı?
Makinenin belirli bir süre soğumasını bekleyin ve ardından yeniden çalıştırın. Su makineye girmeden önce, sıcaklığının 40°C'nin (104°F) altında olduğundan emin olun. Her zaman sadece soğuk ve temiz su kullanın.
2. Aşırı voltaj ışığı yandığında durum nasıl ele alınır?
Makinenin, teknik özelliklere göre modeline uygun voltaja bağlı olduğundan emin olun.
3. Makine açılmadığında sorun giderme nasıl yapılır?
Kontrol edin Devre kesiciyi, sigortayı, güç bağlantılarını ve prizin güç durumunu kontrol edin. Tüm bağlantıların güvenli ve düzgün çalıştığından emin olun.
4. Makine başlatılırken bip sesi çıkarması nasıl ele alınır?
Bobin ile makine arasındaki bağlantıyı kontrol ederek doğru kurulumu sağlayın. Bobinin aşırı sarım veya yanlış kaplama olmadan doğru konumlandırıldığından emin olun.
UYARI
1.Makinenin her zaman doğru şekilde topraklanmasını sağlayın.
2.Makinenin etrafında temiz ve döküntüsüz bir ortam sağlayın.
3.Isıtıcıyı sabit ve düz bir yüzeye yerleştirin.
4.Optimum güvenlik ve performans için orijinal üretici parçalarını kullanın.
DİĞER MODELLER
| Çıkış Gücü | Dönüş Oranı | Güç Kaynağı | Elde taşınmayan tip | El Tipi |
|---|---|---|---|---|
| 15kW | 16:1 | Tek Fazlı 110V veya 220V | USS-HFIH00001 | USS-HFIH00015 |
| 16:2 | Tek Fazlı 110V veya 220V | USS-HFIH00011 | ||
| 25kW | 18:1 | Üç Fazlı 380V | USS-HFIH00003-380V | USS-HFIH00016 |
| Üç Fazlı 480V | USS-HFIH00003-480V | |||
| 25kW | 18:2 | Üç Fazlı 380V | USS-HFIH00012-380V | |
| Üç Fazlı 480V | USS-HFIH00012-480V | |||
| 35kW | 18:1 | Üç Fazlı 380V veya 480V | USS-HFIH00004 | USS-HFIH00018 |
| 40kW | 18:1 | Üç Fazlı 380V veya 480V | USS-HFIH00008 | USS-HFIH00019 |
| 60kW | 18:1 | Üç Fazlı 380V veya 480V | USS-HFIH00006 | USS-HFIH00020 |
| 80kW | 18:1 | Üç Fazlı 380V veya 480V | USS-HFIH00014 | USS-HFIH00021 |
AKSESUARLAR
| Model | Tanım | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 Vida Somunu | |||
| USS-HFIH00001-P6 | 6 mm Bakır Boru | |||
| USS-HFIH00001-P8 | 8 mm Bakır Boru | |||
| USS-HFIH00002 | Ayak Pedalı Anahtarı | |||
| USS-HFIH00001-KELEPÇE | Kelepçe, 4'lü paket | |||
| USS-HFIH00001-FUSE | 3'lü paket halinde sigorta | |||
| USS-HFIH00001-BOBİN | Standart bobin (iç çap 40 mm, 3 sarım) | |||
FARKLI KULLANIM AMAÇLARINA GÖRE ÜRÜN SEÇİMİ NASIL YAPILIR
| Isıtma Tipi | Uygulama Alanı | Frekans Seçimi | Güç Seçimi |
|---|---|---|---|
| Lehimleme | Matkap uçları, tornalama takımları, raybalar, freze uçları vb. ile paslanmaz çelik tavaların tabanı gibi farklı malzemelerin kompozit kaynak yöntemiyle birleştirilmesi. | Prensip: Kaynak hacmi ne kadar büyükse, frekans o kadar düşük olmalıdır. Hacmi 30*30*30 mm³'ten küçük olan aletler için yüksek frekans kullanılabilir; 30*30*30 mm³'ten büyük olanlar için orta frekans uygulanmalıdır. | İş parçasının şekline, malzemesine ve lehimine göre belirlenir. |
| İş parçasının içten ısıtılması | Bağlantı elemanları, standart parçalar, otomobil parçaları, hırdavat aletleri, kaldırma ekipmanları, matkap uçları vb. ürünlerin sıcak dövme ve sıcak haddeleme işlemleri. | Prensip: İş parçasının çapı ne kadar büyükse, frekans o kadar düşük olmalıdır. Örneğin: Φ20 mm ve üzeri, orta frekans (1 - 20 kHz); Φ5 mm - 20 mm, yüksek frekans (20 - 100 kHz); Φ5 mm ve altı, ultra yüksek frekans (100 - 500 kHz). | Üretim verimliliğine göre uygun gücü seçin. Güç ne kadar yüksekse, hız da o kadar yüksek olur. Ayrıntılı bilgi için şirketin teknik personeline danışın. |
| Isıl İşlem | Şaftların, dişlilerin, zincir dişlilerinin, takım tezgahı kılavuz aksesuarlarının ısıl işlemi, metal telin tavlanması, hidrolik aksesuarlar, otomobil parçaları, bıçaklar, makaslar, pense, paslanmaz çelik tavaların tavlanması vb. | Prensip: İş parçası için gereken sertleştirilmiş katman ne kadar sığ olursa, frekans da o kadar yüksek olmalıdır. Örneğin: 1 mm'nin altında, ultra yüksek frekans 100 - 500 kHz; 1 - 2,5 mm, süper yüksek frekans 20 - 100 kHz; 2,5 mm ve üzeri, orta frekans 1 - 20 kHz. | İş parçasının şeklini, sertleştirme yöntemini, sertleştirme sertliğini, sertleştirilmiş tabaka gereksinimlerini ve malzemeyi kapsamlı bir şekilde değerlendirin. Ayrıntılı bilgi için şirketin teknik personeline danışın. |
| Erime | Altın, gümüş, bakır, kurşun gibi değerli metaller. | Genellikle orta frekans seçilir, küçük kapasiteler için ise yüksek frekans seçilebilir. | Fırının özelliklerine ve üretim verimliliğine göre belirlenir. |
| Diğerleri | Alüminyum-plastik boruların, çelik-plastik boruların, kabloların ve tellerin ısıtılması ve laminasyonu; gıda, içecek ve ilaç endüstrilerinde kullanılan alüminyum folyo ile sızdırmazlık. | Duruma göre belirlenir. | Üretim hızı, malzeme ve sıcaklığa göre belirlenir. |
| Özel Fonksiyonlar ve Destekleyici Ekipmanlar. | Örneğin, çift frekanslı ekipman, çoklu yük eşleştirme tipi (çift başlı, çoklu çıkışlı), otomatik kontrol tipi, bire iki bağlantı, köprü tipi petrol boru hattı dirseği, sabit güç ve sabit akım, yumuşak bağlantı indüktörü. |
here
GİRİŞ
NEDEN DAHA FAZLA İNSAN YÜKSEK FREKANSLI ISITICILARI TERCİH EDİYOR?
MAKİNE ÇEŞİTLİ ISI İŞLEMİ SENARYOLARINDA KULLANILABİLİR
|
|
|
|
TEKNİK ÖZELLİKLER
| Model | USS-HFIH00019 | Soğutma Suyu Sıcaklık Koruma Noktası | 40°C/104°F |
|---|---|---|---|
| Güç Kaynağı | Üç fazlı 380V veya 480V | Çıkış Gücü | 40kW |
| Dalgalanan Frekans | 30-80kHz | Kesintili Derecelendirme | 100A |
| Yük Faktörü | %100 | Net ağırlığı | 34 kg |
| Çıkış Akımı | 400-1800A | Zaman Ayarı | 1-99 saniye |
| Maksimum Isıtma Sıcaklığı | 1800℃ / 3272℉'ye kadar (iş parçasına ve bobin malzemesine bağlı olarak) | Ürün Boyutları | 535*250*460mm |
| Soğutma Suyu | 0,15-0,25 MPa 40 L/dak | Minimum Soğutma Suyu Sıcaklığı | 26℃ / 78.8℉ |
CE SERTİFİKALI KALİTE & GÜVENLİK
Sıkça Sorulan Sorular
1. Aşırı sıcaklık ışığı yandığında ne yapılmalı?
Makinenin belirli bir süre soğumasını bekleyin ve ardından yeniden çalıştırın. Su makineye girmeden önce sıcaklığının 40°C'nin (104°F) altında olduğundan emin olun. Her zaman sadece soğuk ve temiz su kullanın.
2. Aşırı voltaj ışığı yandığında durum nasıl ele alınır?
Makinenin, teknik özelliklere göre modeline uygun voltaja bağlı olduğundan emin olun.
3. Makine açılmadığında sorun giderme nasıl yapılır?
Kontrol edin Devre kesiciyi, sigortayı, güç bağlantılarını ve prizin güç durumunu kontrol edin. Tüm bağlantıların güvenli ve düzgün çalıştığından emin olun.
4. Makine başlatılırken bip sesi çıkardığında nasıl başa çıkılır?
Bobin ile makine arasındaki bağlantıyı kontrol ederek doğru kurulumu sağlayın. Bobinin aşırı sarım veya yanlış kaplama olmadan doğru konumlandırıldığından emin olun.
UYARI
1.Makinenin her zaman doğru şekilde topraklanmasını sağlayın.
2.Makinenin etrafında temiz ve döküntüsüz bir ortam sağlayın.
3.Isıtıcıyı sabit ve düz bir yüzeye yerleştirin.
4.Optimum güvenlik ve performans için orijinal üretici parçalarını kullanın.
PAKET İÇERİĞİ
- Standart İndüksiyon Bobini (5-35 mm açıklık isteğe bağlı, 23 sarım) x 1
- Terminaller (60A) x 4
- Hortum Kelepçeleri (10-16) x 12
- Su Hortumu (iç çap 8 mm, dış çap 12 mm, uzunluk 6 m) x 1
- Su Hortumları (iç çap 13 mm, dış çap 18 mm, uzunluk 6 m) x 2
- Contalar x 4
- Vidalar x 6
DİĞER MODELLER
| Çıkış Gücü | Dönüş Oranı | Güç Kaynağı | Elde taşınmayan tip | El Tipi |
|---|---|---|---|---|
| 15kW | 16:1 | Tek Fazlı 110V veya 220V | USS-HFIH00001 | USS-HFIH00015 |
| 16:2 | Tek Fazlı 110V veya 220V | USS-HFIH00011 | ||
| 25kW | 18:1 | Üç Fazlı 380V | USS-HFIH00003-380V | USS-HFIH00016 |
| Üç Fazlı 480V | USS-HFIH00003-480V | |||
| 35kW | 18:1 | Üç Fazlı 380V veya 480V | USS-HFIH00004 | USS-HFIH00018 |
| 40kW | 18:1 | Üç Fazlı 380V veya 480V | USS-HFIH00008 | USS-HFIH00019 |
| 60kW | 18:1 | Üç Fazlı 380V veya 480V | USS-HFIH00006 | USS-HFIH00020 |
| 80kW | 18:1 | Üç Fazlı 380V veya 480V | USS-HFIH00014 | USS-HFIH00021 |
AKSESUARLAR
| Model | Tanım | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 Vida Somunu | |||
| USS-HFIH00001-P6 | 6 mm Bakır Boru | |||
| USS-HFIH00001-P8 | 8 mm Bakır Boru | |||
| USS-HFIH00002 | Ayak Pedalı Anahtarı | |||
FARKLI KULLANIMLARA GÖRE ÜRÜN SEÇİMİ NASIL YAPILIR
| Isıtma Tipi | Uygulama Alanı | Frekans Seçimi | Güç Seçimi |
|---|---|---|---|
| Lehimleme | Matkap uçları, tornalama takımları, raybalar, freze uçları vb. ile paslanmaz çelik tavaların tabanı gibi farklı malzemelerin kompozit kaynak yöntemiyle birleştirilmesi. | Prensip: Kaynak hacmi ne kadar büyükse, frekans o kadar düşük olmalıdır. Hacmi 30*30*30 mm³'ten küçük olan aletler için yüksek frekans kullanılabilir; 30*30*30 mm³'ten büyük olanlar için orta frekans uygulanmalıdır. | İş parçasının şekline, malzemesine ve lehimine göre belirlenir. |
| İş parçasının içten ısıtılması | Bağlantı elemanları, standart parçalar, otomobil parçaları, hırdavat aletleri, kaldırma ekipmanları, matkap uçları vb. ürünlerin sıcak dövme ve sıcak haddeleme işlemleri. | Prensip: İş parçasının çapı ne kadar büyükse, frekans o kadar düşük olmalıdır. Örneğin: Φ20 mm ve üzeri, orta frekans (1 - 20 kHz); Φ5 mm - 20 mm, yüksek frekans (20 - 100 kHz); Φ5 mm ve altı, ultra yüksek frekans (100 - 500 kHz). | Üretim verimliliğine göre uygun gücü seçin. Güç ne kadar yüksekse, hız da o kadar yüksek olur. Ayrıntılı bilgi için şirketin teknik personeline danışın. |
| Isıl İşlem | Şaftların, dişlilerin, zincir dişlilerinin, takım tezgahı kılavuz aksesuarlarının ısıl işlemi, metal telin tavlanması, hidrolik aksesuarlar, otomobil parçaları, bıçaklar, makaslar, pense, paslanmaz çelik tavaların tavlanması vb. | Prensip: İş parçası için gereken sertleştirilmiş katman ne kadar sığ olursa, frekans da o kadar yüksek olmalıdır. Örneğin: 1 mm'nin altında, ultra yüksek frekans 100 - 500 kHz; 1 - 2,5 mm, süper yüksek frekans 20 - 100 kHz; 2,5 mm ve üzeri, orta frekans 1 - 20 kHz. | İş parçasının şeklini, sertleştirme yöntemini, sertleştirme sertliğini, sertleştirilmiş tabaka gereksinimlerini ve malzemeyi kapsamlı bir şekilde değerlendirin. Ayrıntılı bilgi için şirketin teknik personeline danışın. |
| Erime | Altın, gümüş, bakır, kurşun gibi değerli metaller. | Genellikle orta frekans seçilir, küçük kapasiteler için ise yüksek frekans seçilebilir. | Fırının özelliklerine ve üretim verimliliğine göre belirlenir. |
| Diğerleri | Alüminyum-plastik boruların, çelik-plastik boruların, kabloların ve tellerin ısıtılması ve laminasyonu; gıda, içecek ve ilaç endüstrilerinde kullanılan alüminyum folyo ile sızdırmazlık. | Belirli duruma göre belirlenir | Üretim hızı, malzeme ve sıcaklığa göre belirlenir. |
| Özel Fonksiyonlar ve Destekleyici Ekipmanlar | Örneğin, çift frekanslı ekipman, çoklu yük eşleştirme tipi (çift başlı, çoklu çıkışlı), otomatik kontrol tipi, bire iki bağlantı, köprü tipi petrol boru hattı dirseği, sabit güç ve sabit akım, yumuşak bağlantı indüktörü. |
Kullanım kılavuzunu indir here