












はじめに
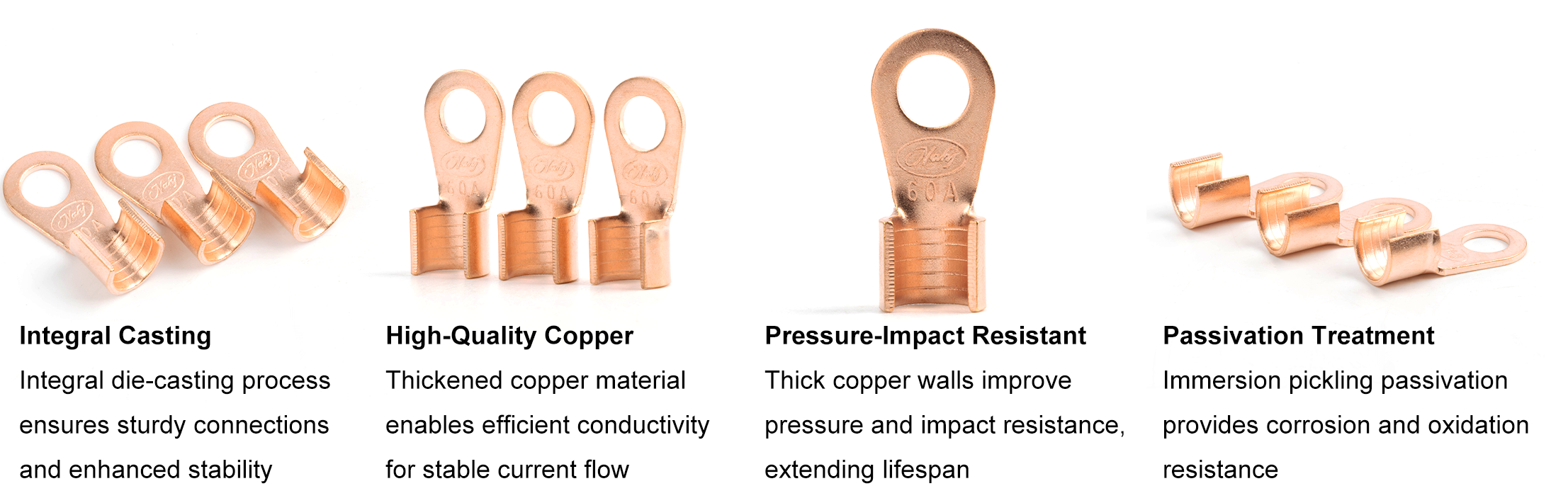
本製品は、卓越した職人技と性能を誇ります。一体型ダイカストプロセスを採用することで、強固な接続部、均一な肉厚、優れた耐久性を実現し、信頼性の高い構造安定性を確保しています。厚みのある高品質銅を採用することで、効率的な導電性を提供し、安定的かつ効率的な電流伝送を可能にします。厚い銅壁は優れた耐圧性と耐衝撃性を備え、圧縮強度を大幅に向上させ、耐用年数を延ばします。浸漬酸洗処理を施した表面は、腐食や酸化に強く、長期的な耐久性を維持します。さらに、しっかりとしたワイヤープレスとタイトな配線により、優れた耐久性と長寿命を実現し、長期間の使用に最適です。
特長
使用方法

その他のモデル
| 出力電力 | 回転比 | 電源 | 非携帯型 | ハンドヘルドタイプ |
|---|---|---|---|---|
| 15kW | 16:1 | 単相110Vまたは220V | USS-HFIH00001 | USS-HFIH00015 |
| 16:2 | 単相110Vまたは220V | USS-HFIH00011 | ||
| 25kW | 18:1 | 三相380V | USS-HFIH00003-380V | USS-HFIH00016 |
| 三相480V | USS-HFIH00003-480V | |||
| 25kW | 18:2 | 三相380V | USS-HFIH00012-380V | |
| 三相480V | USS-HFIH00012-480V | |||
| 35kW | 18:1 | 三相380Vまたは480V | USS-HFIH00004 | USS-HFIH00018 |
| 40kW | 18:1 | 三相380Vまたは480V | USS-HFIH00008 | USS-HFIH00019 |
| 60kW | 18:1 | 三相380Vまたは480V | USS-HFIH00006 | USS-HFIH00020 |
| 80kW | 18:1 | 三相380Vまたは480V | USS-HFIH00014 | USS-HFIH00021 |
アクセサリー
| モデル | 説明 | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8ネジナット | |||
| USS-HFIH00001-P6 | 6mm銅管 | |||
| USS-HFIH00001-P8 | 8mm銅管 | |||
| USS-HFIH00002 | フットペダルスイッチ | |||
| USS-HFIH00001-クランプ | クランプ、4個パック | |||
| USS-HFIH00001-ヒューズ | ヒューズ、3個パック | |||
| USS-HFIH00001-コイル | 標準コイル(内径40mm、3ターン) | |||
用途に合わせた製品の選び方
| 加熱タイプ | 適用範囲 | 周波数選択 | 電源選択 |
|---|---|---|---|
| ろう付け | ドリルビット、旋削工具、リーマ、フライスカッター、ドリルビットなどとステンレス鍋の底などの異材質の複合溶接。 | 原則:溶接体積が大きいほど、周波数は低くする必要があります。体積が30×30×30mm³未満のツールには高周波を使用できますが、30×30×30mm³を超えるツールには中周波を適用する必要があります。 | ワークの具体的な形状、材質、はんだに応じて決定されます。 |
| ワークピース貫通加熱 | ファスナー、標準部品、自動車部品、金物工具、リギング、ツイストドリルなどの熱間鍛造および熱間圧延。 | 原理:ワークピースの直径が大きいほど、周波数は低くなります。例:Φ20mm以上の場合は中周波(1~20KHZ)、Φ5mm~20mmの場合は高周波(20~100KHZ)、Φ5mm以下の場合は超高周波(100~500KHZ)。 | 生産効率に応じて適切な出力を選択してください。出力が高いほど速度が速くなります。詳細については、当社の技術担当者にお問い合わせください。 |
| 熱処理 | シャフト、ギア、スプロケット、工作機械ガイド付属品の熱処理、金属線の焼鈍、油圧付属品、自動車部品、ナイフ、はさみ、ペンチ、ステンレス鍋の焼鈍など。 | 原理:ワークピースに必要な硬化層が浅いほど、周波数を高くする必要があります。例えば、厚さ1mm以下の場合は超高周波(UHF)100~500KHZ、厚さ1~2.5mmの場合は超高音域(Super Audio)20~100KHZ、厚さ2.5mm以上の場合は中周波(Medium Frequency)1~20KHZです。 | ワークの形状、焼入れ方法、焼入れ硬度、硬化層の要件、材質などを総合的に検討してください。具体的な内容については、当社の技術担当者にご相談ください。 |
| 溶融 | 金、銀、銅、鉛などの貴金属。 | 通常は中周波数が選択されますが、小容量の場合は高周波を選択できます。 | 具体的な炉種や生産効率に応じて決定されます。 |
| その他 | アルミプラスチックパイプ、スチールプラスチックパイプ、ケーブル、ワイヤーの加熱およびラミネート、食品、飲料、医薬品業界で使用されるアルミ箔のシーリング。 | 具体的な状況に応じて決定されます。 | 生産速度、材質、温度に応じて決定されます。 |
| 特殊機能とサポート機器。 | 例えば、デュアル周波数機器、多重負荷マッチング型(ダブルヘッド、マルチタップ)、自動制御型、1対2、ブリッジ油管エルボ、定電力定電流、ソフト接続インダクタなど。 |
ユーザーマニュアルをダウンロード here
はじめに
本製品は、卓越した職人技と性能を誇ります。一体型ダイカストプロセスを採用することで、強固な接続部、均一な肉厚、優れた耐久性を実現し、信頼性の高い構造安定性を確保しています。厚みのある高品質銅を採用することで、効率的な導電性を提供し、安定的かつ効率的な電流伝送を可能にします。厚い銅壁は優れた耐圧性と耐衝撃性を備え、圧縮強度を大幅に向上させ、耐用年数を延ばします。浸漬酸洗処理を施した表面は、腐食や酸化に強く、長期的な耐久性を維持します。さらに、しっかりとしたワイヤープレスとタイトな配線により、優れた耐久性と長寿命を実現し、長期間の使用に最適です。
特長

使用方法
その他のモデル
| 出力電力 | 回転比 | 電源 | 非携帯型 | ハンドヘルドタイプ |
|---|---|---|---|---|
| 15kW | 16:1 | 単相110Vまたは220V | USS-HFIH00001 | USS-HFIH00015 |
| 16:2 | 単相110Vまたは220V | USS-HFIH00011 | ||
| 25kW | 18:1 | 三相380V | USS-HFIH00003-380V | USS-HFIH00016 |
| 三相480V | USS-HFIH00003-480V | |||
| 35kW | 18:1 | 三相380Vまたは480V | USS-HFIH00004 | USS-HFIH00018 |
| 40kW | 18:1 | 三相380Vまたは480V | USS-HFIH00008 | USS-HFIH00019 |
| 60kW | 18:1 | 三相380Vまたは480V | USS-HFIH00006 | USS-HFIH00020 |
| 80kW | 18:1 | 三相380Vまたは480V | USS-HFIH00014 | USS-HFIH00021 |
アクセサリー
| モデル | 説明 | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8ネジナット | |||
| USS-HFIH00001-P6 | 6mm銅管 | |||
| USS-HFIH00001-P8 | 8mm銅管 | |||
| USS-HFIH00002 | フットペダルスイッチ | |||
用途に合わせた製品の選び方
| 加熱タイプ | 適用範囲 | 周波数選択 | 電源選択 |
|---|---|---|---|
| ろう付け | ドリルビット、旋削工具、リーマ、フライスカッター、ドリルビットなどとステンレス鍋の底などの異材質の複合溶接。 | 原則:溶接体積が大きいほど、周波数は低くする必要があります。体積が30×30×30mm³未満のツールには高周波を使用できますが、30×30×30mm³を超えるツールには中周波を適用する必要があります。 | ワークの具体的な形状、材質、はんだに応じて決定されます。 |
| ワークピース貫通加熱 | ファスナー、標準部品、自動車部品、金物工具、リギング、ツイストドリルなどの熱間鍛造および熱間圧延。 | 原理:ワークピースの直径が大きいほど、周波数は低くなります。例:Φ20mm以上の場合は中周波(1~20KHZ)、Φ5mm~20mmの場合は高周波(20~100KHZ)、Φ5mm以下の場合は超高周波(100~500KHZ)。 | 生産効率に応じて適切な出力を選択してください。出力が高いほど速度が速くなります。詳細については、当社の技術担当者にお問い合わせください。 |
| 熱処理 | シャフト、ギア、スプロケット、工作機械ガイド付属品の熱処理、金属線の焼鈍、油圧付属品、自動車部品、ナイフ、はさみ、ペンチ、ステンレス鍋の焼鈍など。 | 原理:ワークピースに必要な硬化層が浅いほど、周波数を高くする必要があります。例えば、厚さ1mm以下の場合は超高周波(UHF)100~500KHZ、厚さ1~2.5mmの場合は超高音域(Super Audio)20~100KHZ、厚さ2.5mm以上の場合は中周波(Medium Frequency)1~20KHZです。 | ワークの形状、焼入れ方法、焼入れ硬度、硬化層の要件、材質などを総合的に検討してください。具体的な内容については、当社の技術担当者にご相談ください。 |
| 溶融 | 金、銀、銅、鉛などの貴金属。 | 通常は中周波数が選択されますが、小容量の場合は高周波を選択できます。 | 具体的な炉種や生産効率に応じて決定されます。 |
| その他 | アルミプラスチックパイプ、スチールプラスチックパイプ、ケーブル、ワイヤーの加熱およびラミネート、食品、飲料、医薬品業界で使用されるアルミ箔のシーリング。 | 具体的な状況に応じて決定される | 生産速度、材質、温度に応じて決定されます。 |
| 特殊機能と補助機器 | 例えば、デュアル周波数機器、多重負荷マッチング型(ダブルヘッド、マルチタップ)、自動制御型、1対2、ブリッジ油管エルボ、定電力定電流、ソフト接続インダクタなど。 |
ユーザーマニュアルをダウンロード here