












소개
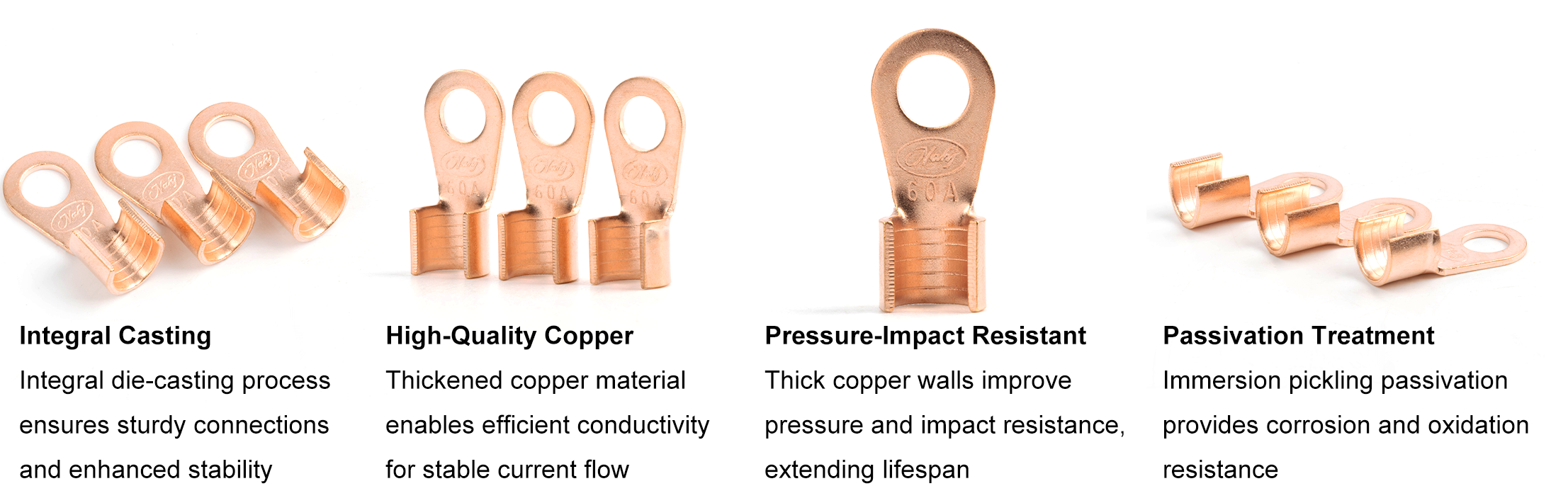
본 제품은 탁월한 품질과 성능을 자랑합니다. 일체형 다이캐스팅 공정을 통해 견고한 연결, 균일한 벽 두께, 향상된 내구성을 구현하여 안정적인 구조적 안정성을 보장합니다. 두꺼운 고품질 구리로 제작되어 효율적인 전도성을 제공하며, 안정적이고 효율적인 전류 전송을 가능하게 합니다. 두꺼운 구리 벽은 뛰어난 내압 및 내충격성을 제공하여 압축 강도를 크게 향상시키고 수명을 연장합니다. 침지 산세척 부동태 처리된 표면은 부식 및 산화에 강하여 장기적인 내구성을 유지합니다. 또한, 견고한 전선 압착과 촘촘한 배선으로 뛰어난 내구성과 오래 지속되는 성능을 제공하여 장기간 사용에 이상적입니다.
특징
사용 방법

">
">">기타 모델
">
&
| 출력 전력 | 회전율 | 전원 공급 장치 | 휴대형이 아닌 유형 | 휴대용 타입 |
|---|---|---|---|---|
| 15kW | 16:1 | 단상 110V 또는 220V | USS-HFIH00001 | USS-HFIH00015 |
| 16:2 | 단상 110V 또는 220V | USS-HFIH00011 | ||
| 25kW | 18:1 | 3상 380V | USS-HFIH00003-380V | USS-HFIH00016 |
| 3상 480V | USS-HFIH00003-480V | |||
| 25kW | 18:2 | 3상 380V | USS-HFIH00012-380V | |
| 3상 480V | USS-HFIH00012-480V | |||
| 35kW | 18:1 | 3상 380V 또는 480V | USS-HFIH00004 | USS-HFIH00018 |
| 40kW | 18:1 | 3상 380V 또는 480V | USS-HFIH00008 | USS-HFIH00019 |
| 60kW | 18:1 | 3상 380V 또는 480V | USS-HFIH00006 | USS-HFIH00020 |
| 80kW | 18:1 | 3상 380V 또는 480V | USS-HFIH00014 | USS-HFIH00021 |
">
&">">액세서리
| 모델 | 설명 | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 스크류 너트 | |||
| USS-HFIH00001-P6 | 6mm 구리 파이프 | |||
| USS-HFIH00001-P8 | 8mm 구리 파이프 | |||
| USS-HFIH00002 | 풋 페달 스위치 | |||
| USS-HFIH00001-클램프 | 클램프, 4개입 | |||
| USS-HFIH00001-퓨즈 | 퓨즈, 3개입 | |||
| USS-HFIH00001-코일 | 표준 코일(내경 40mm, 3회 감기) | |||
용도에 따른 제품 선택 방법
| 난방 방식 | 적용 범위 | 주파수 선택 | 전력 선택 |
|---|---|---|---|
| 브레이징 | 드릴 비트, 선삭 공구, 리머, 밀링 커터 등의 복합 용접과 스테인리스 스틸 냄비 바닥과 같은 다양한 재료의 용접. | 원리: 용접 부피가 클수록 주파수는 낮아야 합니다. 부피가 30*30*30mm³보다 작은 공구에는 고주파를 사용할 수 있고, 30*30*30mm³보다 큰 공구에는 중주파를 적용해야 합니다. | 가공물의 특정 형상, 재질 및 납땜 방식에 따라 결정됩니다. |
| 공작물 전체 가열 | 체결 부품, 표준 부품, 자동차 부품, 철물 공구, 리깅 장비, 트위스트 드릴 등의 열간 단조 및 열간 압연. | 원리: 가공물의 직경이 클수록 주파수는 낮아야 합니다. 예를 들어, 직경 20mm 이상은 중주파수(1~20kHz), 직경 5mm~20mm는 고주파수(20~100kHz), 직경 5mm 이하는 초고주파수(100~500kHz)를 사용합니다. | 생산 효율에 따라 적절한 전력을 선택하십시오. 전력이 높을수록 속도가 빨라집니다. 자세한 사항은 회사 기술 담당자에게 문의하십시오. |
| 열처리 | 축, 기어, 스프로킷, 공작기계 가이드 부속품의 열처리, 금속선 어닐링, 유압 부속품, 자동차 부품, 칼, 가위, 펜치, 스테인리스 스틸 냄비 어닐링 등 | 원리: 가공물에 필요한 경화층의 두께가 얕을수록 주파수는 높아야 합니다. 예를 들어, 1mm 미만은 초고주파수(100~500kHz), 1~2.5mm는 초음속(20~100kHz), 2.5mm 이상은 중주파수(1~20kHz)가 적합합니다. | 가공물의 형상, 담금질 방법, 담금질 경도, 경화층 요구 사항 및 재질을 종합적으로 고려해야 합니다. 구체적인 사항은 회사 기술 담당자에게 문의하십시오. |
| 녹는 | 금, 은, 구리, 납 등의 귀금속 | 일반적으로는 중간 주파수가 선택되지만, 용량이 작을 경우에는 고주파를 선택할 수 있습니다. | 특정 용광로 및 생산 효율에 따라 결정됩니다. |
| 기타 | 알루미늄-플라스틱 파이프, 강철-플라스틱 파이프, 케이블, 전선의 가열 및 라미네이팅; 식품, 음료 및 제약 산업에서 사용되는 알루미늄 호일 밀봉. | 구체적인 상황에 따라 결정됩니다. | 생산 속도, 재료 및 온도에 따라 결정됩니다. |
| 특수 기능 및 지원 장비. | 예를 들어 이중 주파수 장비, 다중 부하 매칭형(이중 헤드, 다중 탭), 자동 제어형, 1대2 연결형, 브리지형 송유관 엘보, 정전력 및 정전류형, 소프트 연결 인덕터 등이 있습니다. |
사용자 설명서 다운로드 here
소개
본 제품은 탁월한 장인 정신과 성능으로 돋보입니다. 일체형 다이캐스팅 공정을 통해 견고한 연결, 균일한 벽 두께, 향상된 내구성을 구현하여 안정적인 구조적 안정성을 보장합니다. 두꺼운 고품질 구리로 제작되어 효율적인 전도성을 제공하며 안정적이고 효율적인 전류 전송을 가능하게 합니다. 두꺼운 구리 벽은 뛰어난 압력 및 충격 저항성을 부여하여 압축 강도를 크게 향상시키고 수명을 연장합니다. 침지 산세척 부동태 처리된 표면은 부식 및 산화에 강하여 장기적인 내구성을 유지합니다.
또한, 견고한 전선 압착과 촘촘한 배선으로 뛰어난 내구성과 오래 지속되는 성능을 제공하여 장기간 사용에 이상적입니다.특징

사용 방법
기타 모델
| 출력 전력 | 회전율 | 전원 공급 장치 | 휴대형이 아닌 유형 | 휴대용 타입 |
|---|---|---|---|---|
| 15kW | 16:1 | 단상 110V 또는 220V | USS-HFIH00001 | USS-HFIH00015 |
| 16:2 | 단상 110V 또는 220V | USS-HFIH00011 | ||
| 25kW | 18:1 | 3상 380V | USS-HFIH00003-380V | USS-HFIH00016 |
| 3상 480V | USS-HFIH00003-480V | |||
| 35kW | 18:1 | 3상 380V 또는 480V | USS-HFIH00004 | USS-HFIH00018 |
| 40kW | 18:1 | 3상 380V 또는 480V | USS-HFIH00008 | USS-HFIH00019 |
| 60kW | 18:1 | 3상 380V 또는 480V | USS-HFIH00006 | USS-HFIH00020 |
| 80kW | 18:1 | 3상 380V 또는 480V | USS-HFIH00014 | USS-HFIH00021 |
액세서리
| 모델 | 설명 | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 스크류 너트 | |||
| USS-HFIH00001-P6 | 6mm 구리 파이프 | |||
| USS-HFIH00001-P8 | 8mm 구리 파이프 | |||
| USS-HFIH00002 | 풋 페달 스위치 | |||
용도에 따른 제품 선택 방법
| 난방 방식 | 적용 범위 | 주파수 선택 | 전력 선택 |
|---|---|---|---|
| 브레이징 | 드릴 비트, 선삭 공구, 리머, 밀링 커터 등의 복합 용접과 스테인리스 스틸 냄비 바닥과 같은 다양한 재료의 용접. | 원리: 용접 부피가 클수록 주파수는 낮아야 합니다. 부피가 30*30*30mm³보다 작은 공구에는 고주파를 사용할 수 있고, 30*30*30mm³보다 큰 공구에는 중주파를 적용해야 합니다. | 가공물의 특정 형상, 재질 및 납땜 방식에 따라 결정됩니다. |
| 공작물 전체 가열 | 체결 부품, 표준 부품, 자동차 부품, 철물 공구, 리깅 장비, 트위스트 드릴 등의 열간 단조 및 열간 압연. | 원리: 가공물의 직경이 클수록 주파수는 낮아야 합니다. 예를 들어, 직경 20mm 이상은 중주파수(1~20kHz), 직경 5mm~20mm는 고주파수(20~100kHz), 직경 5mm 이하는 초고주파수(100~500kHz)를 사용합니다. | 생산 효율에 따라 적절한 전력을 선택하십시오. 전력이 높을수록 속도가 빨라집니다. 자세한 사항은 회사 기술 담당자에게 문의하십시오. |
| 열처리 | 축, 기어, 스프로킷, 공작기계 가이드 부속품의 열처리, 금속선 어닐링, 유압 부속품, 자동차 부품, 칼, 가위, 펜치, 스테인리스 스틸 냄비 어닐링 등 | 원리: 가공물에 필요한 경화층의 두께가 얕을수록 주파수는 높아야 합니다. 예를 들어, 1mm 미만은 초고주파수(100~500kHz), 1~2.5mm는 초음속(20~100kHz), 2.5mm 이상은 중주파수(1~20kHz)가 적합합니다. | 가공물의 형상, 담금질 방법, 담금질 경도, 경화층 요구 사항 및 재질을 종합적으로 고려해야 합니다. 구체적인 사항은 회사 기술 담당자에게 문의하십시오. |
| 녹는 | 금, 은, 구리, 납 등의 귀금속 | 일반적으로는 중간 주파수가 선택되지만, 용량이 작을 경우에는 고주파를 선택할 수 있습니다. | 특정 용광로 및 생산 효율에 따라 결정됩니다. |
| 기타 | 알루미늄-플라스틱 파이프, 강철-플라스틱 파이프, 케이블, 전선의 가열 및 라미네이팅; 식품, 음료 및 제약 산업에서 사용되는 알루미늄 호일 밀봉. | 구체적인 상황에 따라 결정됩니다. | 생산 속도, 재료 및 온도에 따라 결정됩니다. |
| 특수 기능 및 지원 장비 | 예를 들어 이중 주파수 장비, 다중 부하 매칭형(이중 헤드, 다중 탭), 자동 제어형, 1대2 연결형, 브리지형 송유관 엘보, 정전력 및 정전류형, 소프트 연결 인덕터 등이 있습니다. |
사용자 설명서 다운로드 here