




















简介
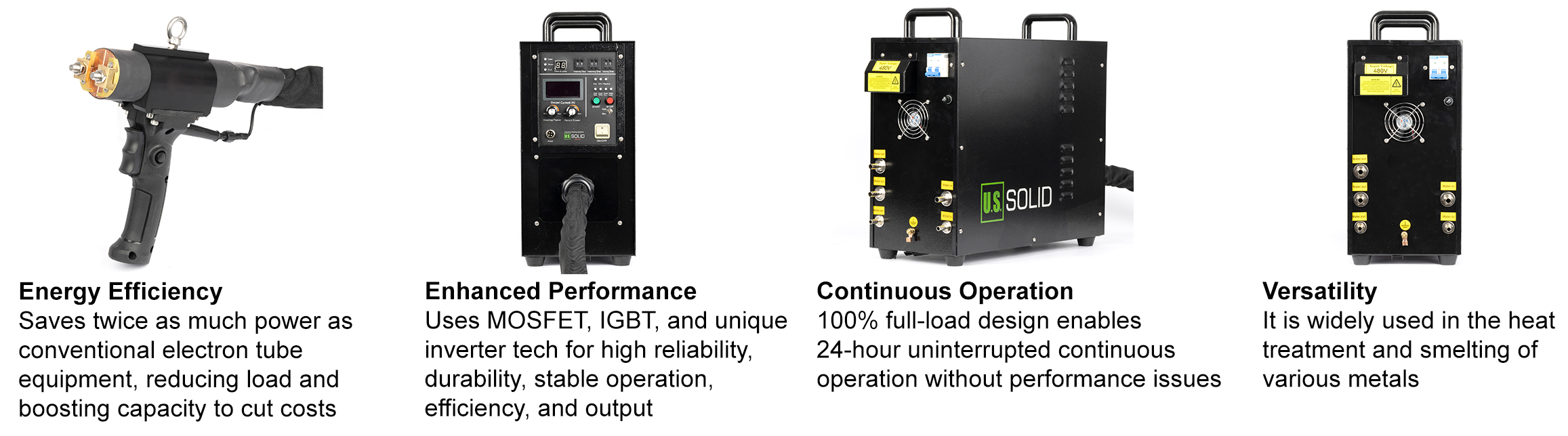
这款高频感应加热器通过在金、银、铜、铝等导体中产生电流,实现高效的金属加工,从而产生精确的熔化热量。它提供恒定稳定的工作温度,确保优异的加工效果。凭借其卓越的性能,它具有低能耗、高输出功率的特点,在相同条件下,其功耗仅为传统电子管高频感应加热器的一半。100%负载设计使其能够24小时连续运行。它配备了最新的MOSFET和IGBT功率单元以及符合当前频率控制标准的器件,简化了手动操作。红外温度检测器提高了加热质量,并可自动控制温度。此外,内置状态显示器提高了可靠性和可持续性。
为什么越来越多的人选择高频加热器?
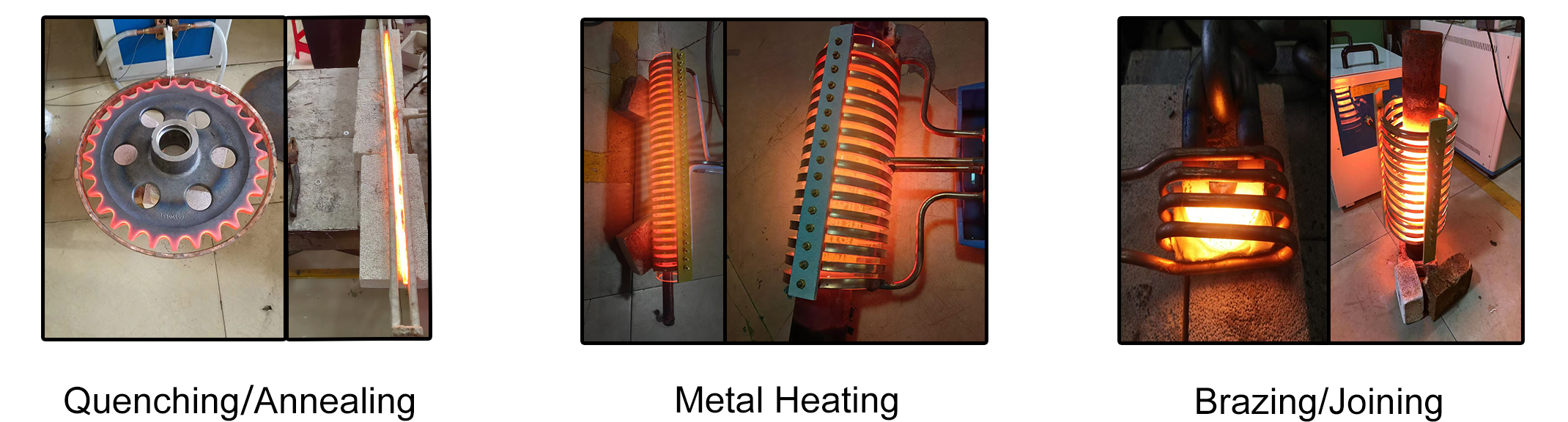
该机器可应用于各种热处理场景。
|
|
|
规格
| 模型 | USS-HFIH00018 | 冷却水温度保护点 | 40°C/104°F |
|---|---|---|---|
| 电源 | 三相 380V 或 480V | 输出功率 | 35千瓦 |
| 频率波动 | 30-80kHz | 中断评级 | 100A |
| 负载系数 | 80% | 净重 | 33.5公斤 |
| 输出电流 | 400-1600安培 | 时间设置 | 1-99秒 |
| 最高加热温度 | 最高温度可达 1800℃ / 3272℉(取决于工件和线圈材料) | 产品尺寸 | 535*250*460毫米 |
| 冷却水 | 0.15-0.25MPa 40L/min | 最低冷却水温度 | 26℃ / 78.8℉ |
CE认证质量与安全
装箱单
- 标准感应线圈(5-35mm孔径可选,23匝)x 1
- 接线端子(60A)x 4
- 软管卡箍(10-16)x 12
- 水管(内径8mm,外径12mm,长度6m)x 1
- 水管(内径13mm,外径18mm,长度6m)x 2
- 密封件x 4
- 螺丝 x 6
常见问题解答
1. 过温指示灯亮起时,应该怎么办?
让机器冷却一段时间后再重新启动。在水进入机器之前,请确保机器温度低于 40°C (104°F)。
请始终使用凉爽干净的水。2.过压指示灯亮起时该如何处理?
请确保机器已按照规格连接到与其型号相符的电压。
3.如果机器无法开机,该如何排除故障?
检查断路器、保险丝、电源连接以及插座的电源状态。
确保所有连接牢固且运行正常。4.如何解决机器启动时发出蜂鸣声的问题?
检查线圈与机器之间的连接,确保安装正确。确保线圈位置正确,没有过多的圈数或覆盖不充分的情况。
警告
1.务必确保机器正确接地。
2.保持机器周围环境清洁无杂物。
3.将加热器放置在稳定水平的表面上。
4.为确保最佳安全性和性能,请使用原厂配件。
其他型号
| 输出功率 | 转弯比率 | 电源 | 非手持式 | 手持式 |
|---|---|---|---|---|
| 15千瓦 | 16:1 | 单相110伏或220伏 | USS-HFIH00001 | USS-HFIH00015 |
| 16:2 | 单相110伏或220伏 | USS-HFIH00011 | ||
| 25千瓦 | 18:1 | 三相380伏 | USS-HFIH00003-380V | USS-HFIH00016 |
| 三相480伏 | USS-HFIH00003-480V | |||
| 25千瓦 | 18:2 | 三相380伏 | USS-HFIH00012-380V | |
| 三相480伏 | USS-HFIH00012-480V | |||
| 35千瓦 | 18:1 | 三相 380V 或 480V | USS-HFIH00004 | USS-HFIH00018 |
| 40千瓦 | 18:1 | 三相 380V 或 480V | USS-HFIH00008 | USS-HFIH00019 |
| 60千瓦 | 18:1 | 三相 380V 或 480V | USS-HFIH00006 | USS-HFIH00020 |
| 80千瓦 | 18:1 | 三相 380V 或 480V | USS-HFIH00014 | USS-HFIH00021 |
配件
| 模型 | 描述 | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8螺母 | |||
| USS-HFIH00001-P6 | 6毫米铜管 | |||
| USS-HFIH00001-P8 | 8毫米铜管 | |||
| USS-HFIH00002 | 脚踏开关 | |||
| USS-HFIH00001-夹 | 夹钳,4个装 | |||
| USS-HFIH00001-保险丝 | 保险丝,3个装 | |||
| USS-HFIH00001-线圈 | 标准线圈(内径 40 毫米,3 圈) | |||
如何根据不同用途选择产品
| 加热类型 | 应用范围 | 频率选择 | 功率选择 |
|---|---|---|---|
| 钎焊 | 将钻头、车削刀具、铰刀、铣刀、钻头等与不锈钢锅底等不同材料进行复合焊接。 | 原理:焊接体积越大,频率应越低。对于体积小于30*30*30mm³的工具,可使用高频;对于体积大于30*30*30mm³的工具,应采用中频。 | 根据工件的具体形状、材料和焊料确定。 |
| 工件整体加热 | 热锻和热轧紧固件、标准零件、汽车零件、五金工具、索具、麻花钻等。 | 原理:工件直径越大,频率应越低。例如:Φ20mm及以上,中频(1-20KHZ);Φ5mm-20mm,高频(20-100KHZ);Φ5mm及以下,超高频(100-500KHZ)。 | 根据生产效率选择合适的功率。功率越高,速度越快。具体细节请咨询公司技术人员。 |
| 热处理 | 轴、齿轮、链轮、机床导向附件的热处理,金属丝的退火,液压附件,汽车零件,刀具,剪刀,钳子,不锈钢锅的退火等。 | 原理:工件所需的硬化层越浅,所需的频率就越高。例如:小于1mm,超高频100-500kHz;1-2.5mm,超音频20-100kHz;2.5mm及以上,中频1-20kHz。 | 综合考虑工件形状、淬火方法、淬火硬度、硬化层要求和材料等因素。具体细节请咨询公司技术人员。 |
| 融化 | 贵金属,例如黄金、白银、铜、铅等。 | 通常选择中频,小容量时可以选择高频。 | 根据具体炉型和生产效率而定。 |
| 其他的 | 铝塑管、钢塑管、电缆、电线的加热和层压;用于食品、饮料和制药行业的铝箔密封。 | 根据具体情况而定。 | 根据生产速度、材料和温度而定。 |
| 特殊功能和辅助设备。 | 例如双频设备、多负载匹配型(双头、多抽头)、自动控制型、一二联、桥式油管弯头、恒功率恒流、软连接电感器。 |
下载用户手册
简介
这款高频感应加热器通过在金、银、铜、铝等导体中产生电流,实现高效的金属加工,从而产生精确的熔化热量。它提供恒定稳定的工作温度,确保优异的加工效果。凭借其卓越的性能,该加热器能耗低、输出功率高,在相同条件下,其功耗仅为传统电子管高频感应加热器的一半。100%负载设计使其能够24小时连续运行。该加热器配备了最新的MOSFET和IGBT功率单元以及符合当前频率控制标准的器件,简化了手动操作。红外温度检测器提高了加热质量,并可自动控制温度。
此外,内置状态显示器提高了可靠性和可持续性。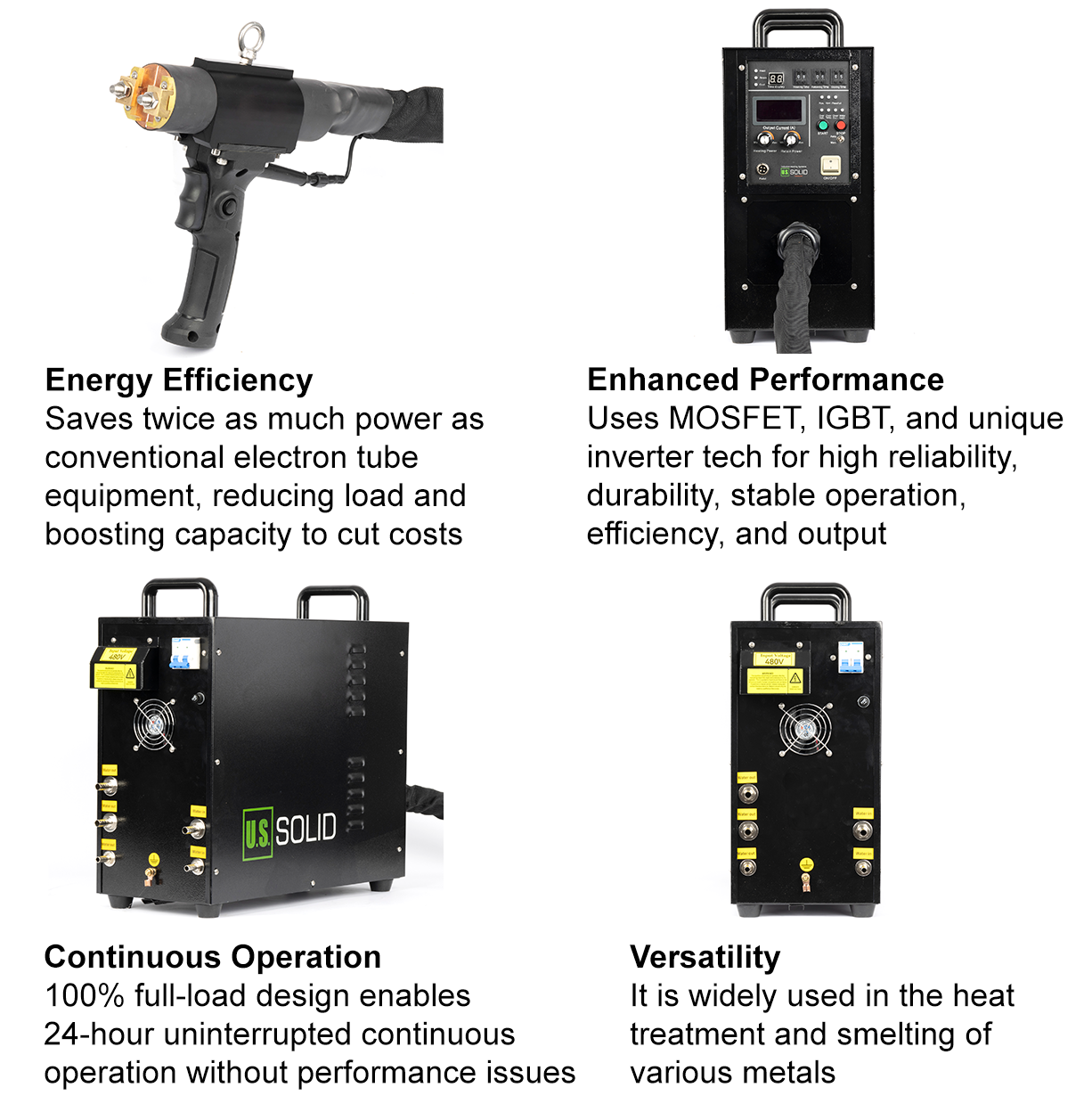
该机器可应用于各种热处理场景。
规格
| 模型 | USS-HFIH00018 | 冷却水温度保护点 | 40°C/104°F |
|---|---|---|---|
| 电源 | 三相 380V 或 480V | 输出功率 | 35千瓦 |
| 频率波动 | 30-80kHz | 中断评级 | 100A |
| 负载系数 | 80% | 净重 | 33.5公斤 |
| 输出电流 | 400-1600安培 | 时间设置 | 1-99秒 |
| 最高加热温度 | 最高温度可达 1800℃ / 3272℉(取决于工件和线圈材料) | 产品尺寸 | 535*250*460毫米 |
| 冷却水 | 0.15-0.25MPa 40L/min | 最低冷却水温度 | 26℃ / 78.8℉ |
CE认证质量与安全
常见问题
1.当过温指示灯亮起时,应该怎么办?
让机器冷却一段时间后再重新启动。在水进入机器之前,请确保机器温度低于 40°C (104°F)。
请始终只使用凉爽干净的水。2.过压指示灯亮起时该如何处理?
请确保机器已按照规格连接到与其型号相符的电压。
3.机器无法开机时该如何排除故障?
检查断路器、保险丝、电源连接以及插座的电源状态。
确保所有连接牢固且运行正常。4.如何解决机器启动时发出蜂鸣声的问题?
检查线圈与机器之间的连接,确保安装正确。确保线圈位置正确,没有过多的圈数或覆盖不充分的情况。
警告
1.务必确保机器正确接地。
2.保持机器周围环境清洁无杂物。
3.将加热器放置在稳定水平的表面上。
4.为确保最佳安全性和性能,请使用原厂配件。
装箱单
- 标准感应线圈(5-35mm孔径可选,23匝)x 1
- 接线端子(60A)x 4
- 软管卡箍(10-16)x 12
- 水管(内径8mm,外径12mm,长度6m)x 1
- 水管(内径13mm,外径18mm,长度6m)x 2
- 密封圈 x 4
- 螺丝 x 6
其他型号
| 输出功率 | 转弯比率 | 电源 | 非手持式 | 手持式 |
|---|---|---|---|---|
| 15千瓦 | 16:1 | 单相110伏或220伏 | USS-HFIH00001 | USS-HFIH00015 |
| 16:2 | 单相110伏或220伏 | USS-HFIH00011 | ||
| 25千瓦 | 18:1 | 三相380伏 | USS-HFIH00003-380V | USS-HFIH00016 |
| 三相480伏 | USS-HFIH00003-480V | |||
| 35千瓦 | 18:1 | 三相 380V 或 480V | USS-HFIH00004 | USS-HFIH00018 |
| 40千瓦 | 18:1 | 三相 380V 或 480V | USS-HFIH00008 | USS-HFIH00019 |
| 60千瓦 | 18:1 | 三相 380V 或 480V | USS-HFIH00006 | USS-HFIH00020 |
| 80千瓦 | 18:1 | 三相 380V 或 480V | USS-HFIH00014 | USS-HFIH00021 |
配件
| 模型 | 描述 | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8螺母 | |||
| USS-HFIH00001-P6 | 6毫米铜管 | |||
| USS-HFIH00001-P8 | 8毫米铜管 | |||
| USS-HFIH00002 | 脚踏开关 | |||
如何根据不同用途选择产品
| 加热类型 | 应用范围 | 频率选择 | 功率选择 |
|---|---|---|---|
| 钎焊 | 将钻头、车削刀具、铰刀、铣刀、钻头等与不锈钢锅底等不同材料进行复合焊接。 | 原理:焊接体积越大,频率应越低。对于体积小于30*30*30mm³的工具,可使用高频;对于体积大于30*30*30mm³的工具,应采用中频。 | 根据工件的具体形状、材料和焊料确定。 |
| 工件整体加热 | 热锻和热轧紧固件、标准零件、汽车零件、五金工具、索具、麻花钻等。 | 原理:工件直径越大,频率应越低。例如:Φ20mm及以上,中频(1-20KHZ);Φ5mm-20mm,高频(20-100KHZ);Φ5mm及以下,超高频(100-500KHZ)。 | 根据生产效率选择合适的功率。功率越高,速度越快。具体细节请咨询公司技术人员。 |
| 热处理 | 轴、齿轮、链轮、机床导向附件的热处理,金属丝的退火,液压附件,汽车零件,刀具,剪刀,钳子,不锈钢锅的退火等。 | 原理:工件所需的硬化层越浅,所需的频率就越高。例如:小于1mm,超高频100-500kHz;1-2.5mm,超音频20-100kHz;2.5mm及以上,中频1-20kHz。 | 综合考虑工件形状、淬火方法、淬火硬度、硬化层要求和材料等因素。具体细节请咨询公司技术人员。 |
| 融化 | 贵金属,例如黄金、白银、铜、铅等。 | 通常选择中频,小容量时可以选择高频。 | 根据具体炉型和生产效率而定。 |
| 其他的 | 铝塑管、钢塑管、电缆、电线的加热和层压;用于食品、饮料和制药行业的铝箔密封。 | 根据具体情况而定 | 根据生产速度、材料和温度而定。 |
| 特殊功能和辅助设备 | 例如双频设备、多负载匹配型(双头、多抽头)、自动控制型、一二联、桥式油管弯头、恒功率恒流、软连接电感器。 |
下载用户手册 here