
























GİRİŞ
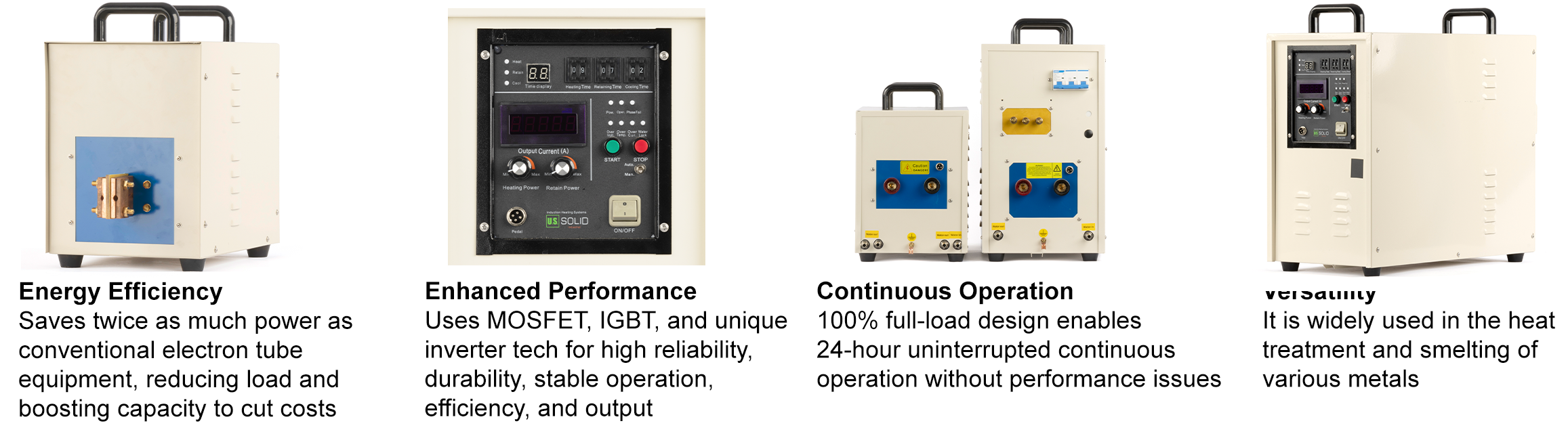
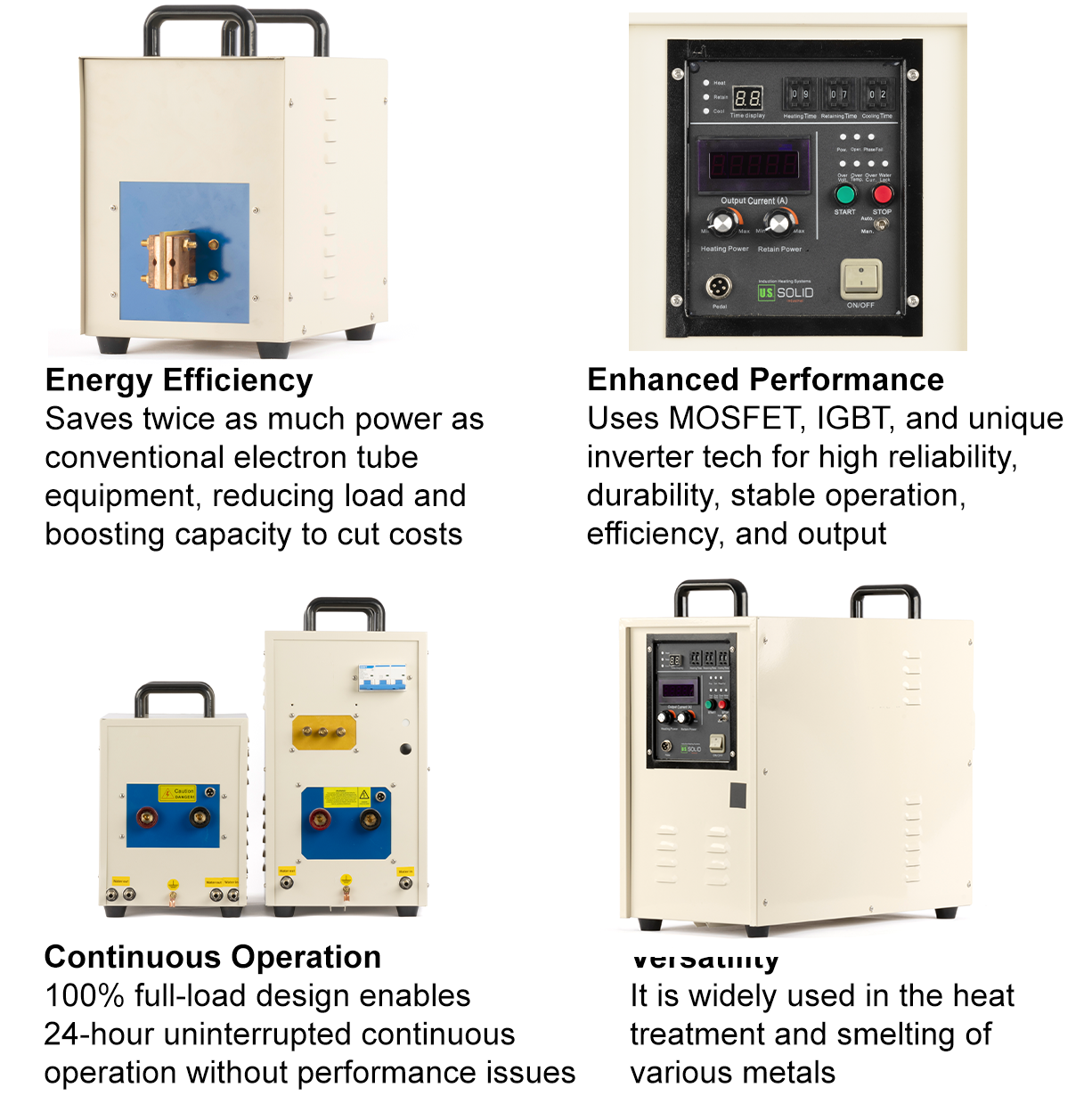
Bu Yüksek Frekanslı İndüksiyon Isıtıcı, altın, gümüş, bakır ve alüminyum gibi iletkenler içinde elektrik akımı oluşturarak verimli metal işlemeyi mümkün kılar ve eritme için hassas ısı oluşturur. Sabit ve istikrarlı bir çalışma sıcaklığı sunarak mükemmel sonuçlar sağlar. Olağanüstü özellikleriyle, düşük enerji tüketimine rağmen yüksek çıkış gücüne sahiptir ve aynı koşullar altında geleneksel elektron tüplü yüksek frekanslı indüksiyon ısıtıcılarının yalnızca yarısını tüketir. %100 yük tasarımı, 24 saat kesintisiz çalışma sağlar. En yeni MOSFET ve IGBT güç üniteleri ve güncel frekans kontrol standartlarıyla donatılmış olması, manuel kullanımı kolaylaştırır. Kızılötesi sıcaklık dedektörü, ısıtma kalitesini artırır ve sıcaklığı otomatik olarak kontrol eder. Ayrıca, dahili durum göstergeleri güvenilirliği ve sürdürülebilirliği artırır.
NEDEN DAHA FAZLA KİŞİ YÜKSEK FREKANSLI ISITICILARI SEÇİYOR?
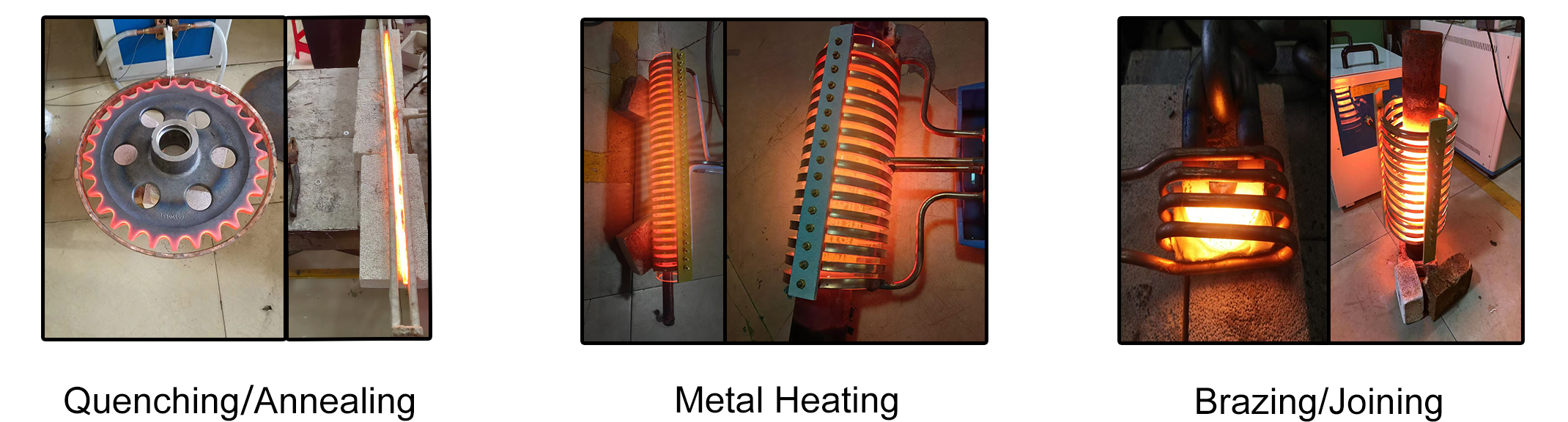
MAKİNE ÇEŞİTLİ ISITMA SENARYOLARINDA UYGULANABİLİR
|
|
|
ÖZELLİKLER
| Model | USS-HFIH00004 | Soğutma Suyu Sıcaklık Koruma Noktası | 40°C/104°F |
|---|---|---|---|
| Güç Kaynağı | Üç fazlı 380V veya 480V | Çıkış Gücü | 35 kW |
| Dalgalanan Frekans | 30-80kHz | Derecelendirmeyi Kesintiye Uğratma | 100A |
| Dönüş Oranı (birincil bobin dönüşlerinin ikincil bobin dönüşlerine oranı) | 18:1 | Net ağırlığı | Ana Ünite: 23 kg; Uzatma Ünitesi: 68 kg |
| Çıkış Akımı | 400-1600A | Zaman Ayarı | 1-99 saniye |
| Maksimum Isıtma Sıcaklığı | 1800℃ / 3272℉'ye kadar (iş parçasına ve bobin malzemesine bağlı olarak) | Ürün Boyutları | Ana Ünite: 515*285*510mm; Genişletme Ünitesi: 430*255*320mm |
| Soğutma Suyu | 0,15-0,25 MPa 40 L/dak | Minimum Soğutma Suyu Sıcaklığı | 26℃ / 78,8℉ |
PAKET LİSTESİ
- Yüksek Frekanslı İndüksiyon Isıtıcı Fırın x1
- İndüksiyon Bobini (40 mm iç çap, 3 tur, dikey ısıtma) x1
- Ayak Pedalı x1
- Hortum Kelepçeleri (10-16) x16
- Kablo Pabuçları (60A) x4
- Su Hortumları (8 mm iç çap, 13 mm Dış çap, 6 m uzunluk) x4
- Kablo Teli (35²+35C, 1,5 m uzunluk) x1
- Sinyal Teli (1,5 m uzunluk) x1
- İngilizce Kılavuzu x1

SSS
1. Aşırı sıcaklık ışığı yandığında ne yapılmalıdır?
Makinenin belirli bir süre soğumasını bekleyin ve ardından yeniden başlatın. Makineye su girmeden önce, sıcaklığının 40°C'nin (104°F) altında olduğundan emin olun. Her zaman sadece soğuk ve temiz su kullanın.
2. Aşırı voltaj ışığı yandığında nasıl davranılır?
Cihazın, teknik özelliklerine göre modeline uygun voltaja bağlı olduğundan emin olun.
3.Cihaz açılmazsa nasıl sorun giderilir?
Devre kesiciyi, sigortayı, güç bağlantılarını ve prizin güç durumunu kontrol edin. Tüm bağlantıların sağlam ve düzgün çalıştığından emin olun.
4. Makinenin başlatma sırasında çıkardığı bip sesiyle nasıl başa çıkılır?
Doğru kurulumdan emin olmak için bobin ile makine arasındaki bağlantıyı inceleyin. Bobinin aşırı dönüş veya yanlış kaplama olmadan doğru şekilde yerleştirildiğinden emin olun.
UYARI
1.Makinenin her zaman uygun şekilde topraklandığından emin olun.
2.Makinenin etrafında temiz ve kalıntısız bir ortam sağlayın.
3.Isıtıcıyı sabit ve düz bir yüzeye yerleştirin.
4.Optimum güvenlik ve performans için orijinal üretici parçalarını kullanın.
DİĞER MODELLER
| Çıkış Gücü | Güç Kaynağı | Elde Taşınabilir Olmayan Tip | Elde Taşınabilir Tip |
|---|---|---|---|
| 15 kW | Tek Fazlı 110V veya 220V | USS-HFIH00001(16:1 Dönüş Oranı) | USS-HFIH00015 |
| Tek Fazlı 110V veya 220V | USS-HFIH00011(16:2 Dönüş Oranı) | ||
| 25 kW | Üç Fazlı 380V | USS-HFIH00003-380V(18:1 Dönüş Oranı) | USS-HFIH00016 |
| Üç Fazlı 480V | USS-HFIH00003-480V(18:1 Dönüş Oranı) | ||
| 25 kW | Üç Fazlı 380V | USS-HFIH00012-380V(18:2 Dönüş Oranı) | |
| Üç Fazlı 480V | USS-HFIH00012-480V(18:2 Dönüş Oranı) | ||
| 35 kW | Üç Fazlı 380V veya 480V | USS-HFIH00004(18:1 Dönüş Oranı) | USS-HFIH00018 |
| 40 kW | Üç Fazlı 380V veya 480V | USS-HFIH00008(18:1 Dönüş Oranı) | USS-HFIH00019 |
| 60 kW | Üç Fazlı 380V veya 480V | USS-HFIH00006(18:1 Dönüş Oranı) | USS-HFIH00020 |
| 80 kW | Üç Fazlı 380V veya 480V | USS-HFIH00014(18:1 Dönüş Oranı) | USS-HFIH00021 |
AKSESUARLAR
| Model | Tanım | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 Vida Somunu | |||
| USS-HFIH00001-P6 | 6mm Bakır Boru | |||
| USS-HFIH00001-P8 | 8mm Bakır Boru | |||
| USS-HFIH00002 | Ayak Pedalı Anahtarı | |||
| USS-HFIH00001-KELEPÇE | Kelepçe, 4'lü paket | |||
| USS-HFIH00001-SİGORTA | Sigorta, 3'lü paket | |||
| USS-HFIH00001-BOBİN | Standart bobin (iç çap 40mm, 3 tur) | |||
FARKLI KULLANIM AMAÇLARINA GÖRE ÜRÜN SEÇİMİ
| Isıtma Tipi | Uygulama Aralığı | Frekans Seçimi | Güç Seçimi |
|---|---|---|---|
| Lehimleme | Matkap uçları, torna takımları, raybalar, frezeler, matkap uçları vb. ve paslanmaz çelik tavaların tabanı gibi farklı malzemelerin kompozit kaynağı. | Prensip: Kaynak hacmi ne kadar büyükse, frekans o kadar düşük olmalıdır. Hacmi 30*30*30 mm³'ten küçük olan takımlar için yüksek frekans, 30*30*30 mm³'ten büyük olan takımlar için ise orta frekans kullanılmalıdır. | İş parçasının özel şekline, malzemesine ve lehimine göre belirlenir. |
| İş parçası içten ısıtma | Bağlantı elemanları, standart parçalar, otomobil parçaları, hırdavat takımları, arma, büküm matkapları vb. sıcak dövme ve sıcak haddeleme. | Prensip: İş parçasının çapı ne kadar büyükse, frekans o kadar düşük olmalıdır. Örneğin: Φ20mm ve üzeri, orta frekans (1 - 20KHZ); Φ5mm - 20mm, yüksek frekans (20 - 100KHZ); Φ5mm ve altı, ultra yüksek frekans (100 - 500KHZ). | Üretim verimliliğine göre uygun gücü seçin. Güç ne kadar yüksekse, hız o kadar yüksek olur. Ayrıntılı bilgi için şirket teknik personeline danışın. |
| Isıl İşlem | Mil, dişli, zincir dişlisi, takım tezgahı kılavuz aksesuarlarının ısıl işlemi, metal tellerin tavlanması, hidrolik aksesuarlar, otomobil parçaları, bıçaklar, makaslar, pense, paslanmaz çelik tavaların tavlanması vb. | Prensip: İş parçası için gereken sertleştirme tabakası ne kadar sığsa, frekans o kadar yüksek olmalıdır. Örneğin: 1 mm'nin altında, ultra yüksek frekans 100 - 500 KHZ; 1 - 2,5 mm, süper ses frekansı 20 - 100 KHZ; 2,5 mm ve üzeri, orta frekans 1 - 20 KHZ. | İş parçasının şeklini, söndürme yöntemini, söndürme sertliğini, sertleştirilmiş tabaka gereksinimlerini ve malzemeyi kapsamlı bir şekilde değerlendirin. Ayrıntılı bilgi için şirket teknik personeline danışın. |
| Erime | Altın, gümüş, bakır, kurşun vb. gibi kıymetli metaller. | Genellikle orta frekans seçilir, küçük kapasitelerde ise yüksek frekans seçilebilir. | Fırının özelliğine ve üretim verimliliğine göre belirlenir. |
| Diğerleri | Alüminyum-plastik boru, çelik-plastik boru, kablo, tellerin ısıtılması ve laminasyonu; gıda, içecek ve ilaç sanayinde kullanılan alüminyum folyo sızdırmazlık. | Özel duruma göre belirlenir. | Üretim hızına, malzemeye ve sıcaklığa göre belirlenir. |
| Özel Fonksiyonlar ve Destek Ekipmanları. | Çift frekanslı ekipmanlar, çoklu yük eşleştirme tipi (çift kafa, çoklu musluk), otomatik kontrol tipi, bire iki, köprü petrol boru hattı dirseği, sabit güç ve sabit akım, yumuşak bağlantı indüktörü gibi. |
Kullanım kılavuzunu indirin here
GİRİŞ
Bu Yüksek Frekanslı İndüksiyon Isıtıcı, altın, gümüş, bakır ve alüminyum gibi iletkenler içinde elektrik akımı oluşturarak ve eritme için hassas ısı oluşturarak verimli metal işleme sağlar. Sabit ve istikrarlı bir çalışma sıcaklığı sunarak mükemmel sonuçlar sağlar. Olağanüstü özellikleriyle, düşük enerji tüketimine rağmen yüksek çıkış gücüne sahiptir ve aynı koşullar altında geleneksel elektron tüplü yüksek frekanslı indüksiyon ısıtıcılarının yalnızca yarısını tüketir. %100 yük tasarımı, 24 saat kesintisiz çalışma sağlar. En yeni MOSFET ve IGBT güç üniteleri ve güncel frekans kontrol standartlarıyla donatılmış olması, manuel kullanımı kolaylaştırır. Kızılötesi sıcaklık dedektörü, ısıtma kalitesini artırır ve sıcaklığı otomatik olarak kontrol eder. Ayrıca, dahili durum göstergeleri güvenilirliği ve sürdürülebilirliği artırır.
NEDEN DAHA FAZLA KİŞİ YÜKSEK FREKANSLI ISITICILARI SEÇİYOR?
MAKİNE ÇEŞİTLİ ISIL İŞLEM SENARYOLARINDA UYGULANABİLİR
|
|
|
|
TEKNİK ÖZELLİKLER
| Model | USS-HFIH00004 | Soğutma Suyu Sıcaklık Koruma Noktası | 40°C/104°F |
|---|---|---|---|
| Güç Kaynağı | Üç fazlı 380V veya 480V | Çıkış Gücü | 35 kW |
| Dalgalanan Frekans | 30-80kHz | Derecelendirmeyi Kesintiye Uğratma | 100A |
| Dönüş Oranı (birincil bobin dönüşlerinin ikincil bobin dönüşlerine oranı) | 18:1 | Net ağırlığı | Ana Ünite: 23 kg; Uzatma Ünitesi: 68 kg |
| Çıkış Akımı | 400-1400A | Zaman Ayarı | 1-99 saniye |
| Maksimum Isıtma Sıcaklığı | 1800℃ / 3272℉'ye kadar (iş parçasına ve bobin malzemesine bağlı olarak) | Ürün Boyutları | Ana Ünite: 515*285*510mm; Genişletme Ünitesi: 430*255*320mm |
| Soğutma Suyu | 0,15-0,25 MPa 40 L/dak | Minimum Soğutma Suyu Sıcaklığı | 26℃ / 78,8℉ |
SSS
1. Aşırı sıcaklık ışığı yandığında ne yapılmalıdır?
Makinenin belirli bir süre soğumasını bekleyin ve ardından yeniden başlatın. Makineye su girmeden önce, sıcaklığının 40°C'nin (104°F) altında olduğundan emin olun. Her zaman sadece soğuk ve temiz su kullanın.
2. Aşırı voltaj ışığı yandığında nasıl davranılır?
Cihazın, teknik özelliklerine göre modeline uygun voltaja bağlı olduğundan emin olun.
3.Cihaz açılmazsa nasıl sorun giderilir?
Devre kesiciyi, sigortayı, güç bağlantılarını ve prizin güç durumunu kontrol edin. Tüm bağlantıların sağlam ve düzgün çalıştığından emin olun.
4. Makinenin başlatma sırasında çıkardığı bip sesiyle nasıl başa çıkılır?
Doğru kurulumdan emin olmak için bobin ile makine arasındaki bağlantıyı inceleyin. Bobinin aşırı dönüş veya yanlış kaplama olmadan doğru şekilde yerleştirildiğinden emin olun.
UYARI
1.Makinenin her zaman uygun şekilde topraklandığından emin olun.
2.Makinenin etrafında temiz ve kalıntısız bir ortam sağlayın.
3.Isıtıcıyı sabit ve düz bir yüzeye yerleştirin.
4.Optimum güvenlik ve performans için orijinal üretici parçalarını kullanın.
PAKET LİSTESİ
- Yüksek Frekanslı İndüksiyon Isıtıcı Fırın x1
- İndüksiyon Bobini (40 mm iç çap, 3 tur, dikey ısıtma) x1
- Ayak Pedalı x1
- Hortum Kelepçeleri (10-16) x16
- Kablo Pabuçları (60A) x4
- Su Hortumları (8 mm iç çap, 13 mm dış çap, 6 m uzunluk) x4
- Kablo Tel (35²+35C, 1,5 m uzunluk) x1
- Sinyal Tel (1,5 m uzunluk) x1
- İngilizce Kılavuz x1
DİĞER MODELLER
| Çıkış Gücü | Güç Kaynağı | Elde Taşınabilir Olmayan Tip | Elde Taşınabilir Tip |
|---|---|---|---|
| 15 kW | Tek Fazlı 110V veya 220V | USS-HFIH00001(16:1 Dönüş Oranı) | USS-HFIH00015 |
| Tek Fazlı 110V veya 220V | USS-HFIH00011(16:2 Dönüş Oranı) | ||
| 25 kW | Üç Fazlı 380V | USS-HFIH00003-380V(18:1 Dönüş Oranı) | USS-HFIH00016 |
| Üç Fazlı 480V | USS-HFIH00003-480V(18:1 Dönüş Oranı) | ||
| 25 kW | Üç Fazlı 380V | USS-HFIH00012-380V(18:2 Dönüş Oranı) | |
| Üç Fazlı 480V | USS-HFIH00012-480V(18:2 Dönüş Oranı) | ||
| 35 kW | Üç Fazlı 380V veya 480V | USS-HFIH00004(18:1 Dönüş Oranı) | USS-HFIH00018 |
| 40 kW | Üç Fazlı 380V veya 480V | USS-HFIH00008(18:1 Dönüş Oranı) | USS-HFIH00019 |
| 60 kW | Üç Fazlı 380V veya 480V | USS-HFIH00006(18:1 Dönüş Oranı) | USS-HFIH00020 |
| 80 kW | Üç Fazlı 380V veya 480V | USS-HFIH00014(18:1 Dönüş Oranı) | USS-HFIH00021 |
AKSESUARLAR
| Model | Tanım | |||
|---|---|---|---|---|
| USS-HFIH00001-F | M8 Vida Somunu | |||
| USS-HFIH00001-P6 | 6mm Bakır Boru | |||
| USS-HFIH00001-P8 | 8mm Bakır Boru | |||
| USS-HFIH00002 | Ayak Pedalı Anahtarı | |||
FARKLI KULLANIM AMAÇLARINA GÖRE ÜRÜN SEÇİMİ
| Isıtma Tipi | Uygulama Aralığı | Frekans Seçimi | Güç Seçimi |
|---|---|---|---|
| Lehimleme | Matkap uçları, torna takımları, raybalar, frezeler, matkap uçları vb. ve paslanmaz çelik tavaların tabanı gibi farklı malzemelerin kompozit kaynağı. | Prensip: Kaynak hacmi ne kadar büyükse, frekans o kadar düşük olmalıdır. Hacmi 30*30*30 mm³'ten küçük olan takımlar için yüksek frekans, 30*30*30 mm³'ten büyük olan takımlar için ise orta frekans kullanılmalıdır. | İş parçasının özel şekline, malzemesine ve lehimine göre belirlenir. |
| İş parçası içten ısıtma | Bağlantı elemanları, standart parçalar, otomobil parçaları, hırdavat takımları, arma, büküm matkapları vb. sıcak dövme ve sıcak haddeleme. | Prensip: İş parçasının çapı ne kadar büyükse, frekans o kadar düşük olmalıdır. Örneğin: Φ20mm ve üzeri, orta frekans (1 - 20KHZ); Φ5mm - 20mm, yüksek frekans (20 - 100KHZ); Φ5mm ve altı, ultra yüksek frekans (100 - 500KHZ). | Üretim verimliliğine göre uygun gücü seçin. Güç ne kadar yüksekse, hız o kadar yüksek olur. Ayrıntılı bilgi için şirket teknik personeline danışın. |
| Isıl İşlem | Mil, dişli, zincir dişlisi, takım tezgahı kılavuz aksesuarlarının ısıl işlemi, metal tellerin tavlanması, hidrolik aksesuarlar, otomobil parçaları, bıçaklar, makaslar, pense, paslanmaz çelik tavaların tavlanması vb. | Prensip: İş parçası için gereken sertleştirme tabakası ne kadar sığsa, frekans o kadar yüksek olmalıdır. Örneğin: 1 mm'nin altında, ultra yüksek frekans 100 - 500 KHZ; 1 - 2,5 mm, süper ses frekansı 20 - 100 KHZ; 2,5 mm ve üzeri, orta frekans 1 - 20 KHZ. | İş parçasının şeklini, söndürme yöntemini, söndürme sertliğini, sertleştirilmiş tabaka gereksinimlerini ve malzemeyi kapsamlı bir şekilde değerlendirin. Ayrıntılı bilgi için şirket teknik personeline danışın. |
| Erime | Altın, gümüş, bakır, kurşun vb. gibi kıymetli metaller. | Genellikle orta frekans seçilir, küçük kapasitelerde ise yüksek frekans seçilebilir. | Fırının özelliğine ve üretim verimliliğine göre belirlenir. |
| Diğerleri | Alüminyum-plastik boru, çelik-plastik boru, kablo, tellerin ısıtılması ve laminasyonu; gıda, içecek ve ilaç sanayinde kullanılan alüminyum folyo sızdırmazlık. | Belirli duruma göre belirlenir | Üretim hızına, malzemeye ve sıcaklığa göre belirlenir. |
| Özel Fonksiyonlar ve Destek Ekipmanları | Çift frekanslı ekipmanlar, çoklu yük eşleştirme tipi (çift kafa, çoklu musluk), otomatik kontrol tipi, bire iki, köprü petrol boru hattı dirseği, sabit güç ve sabit akım, yumuşak bağlantı indüktörü gibi. |
Kullanım kılavuzunu indirin here