


















บทนำ
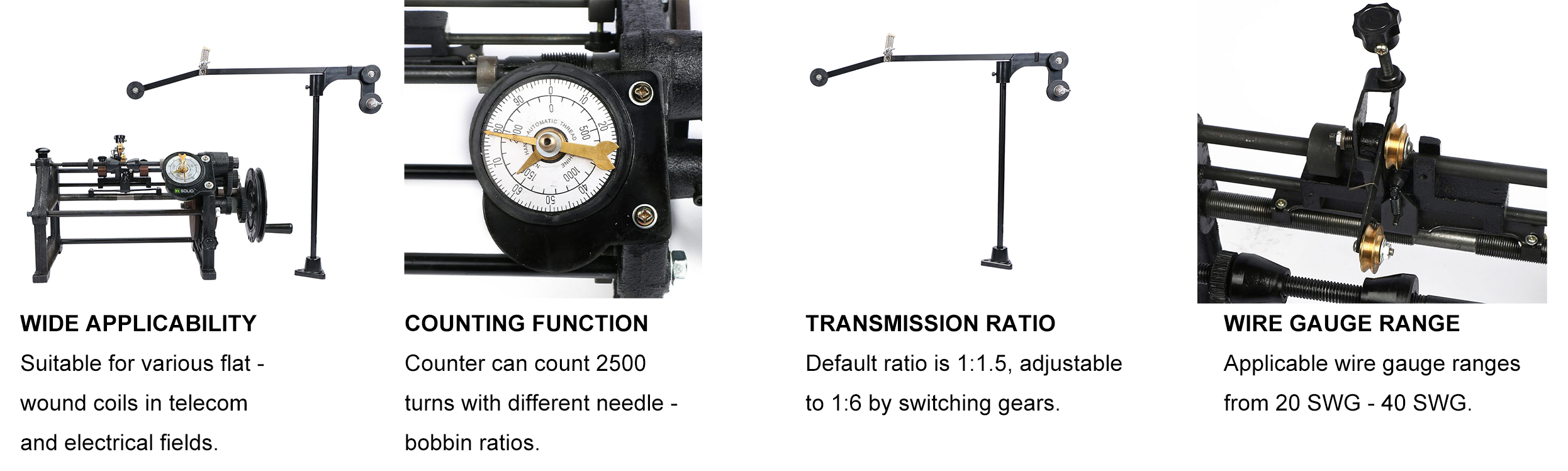
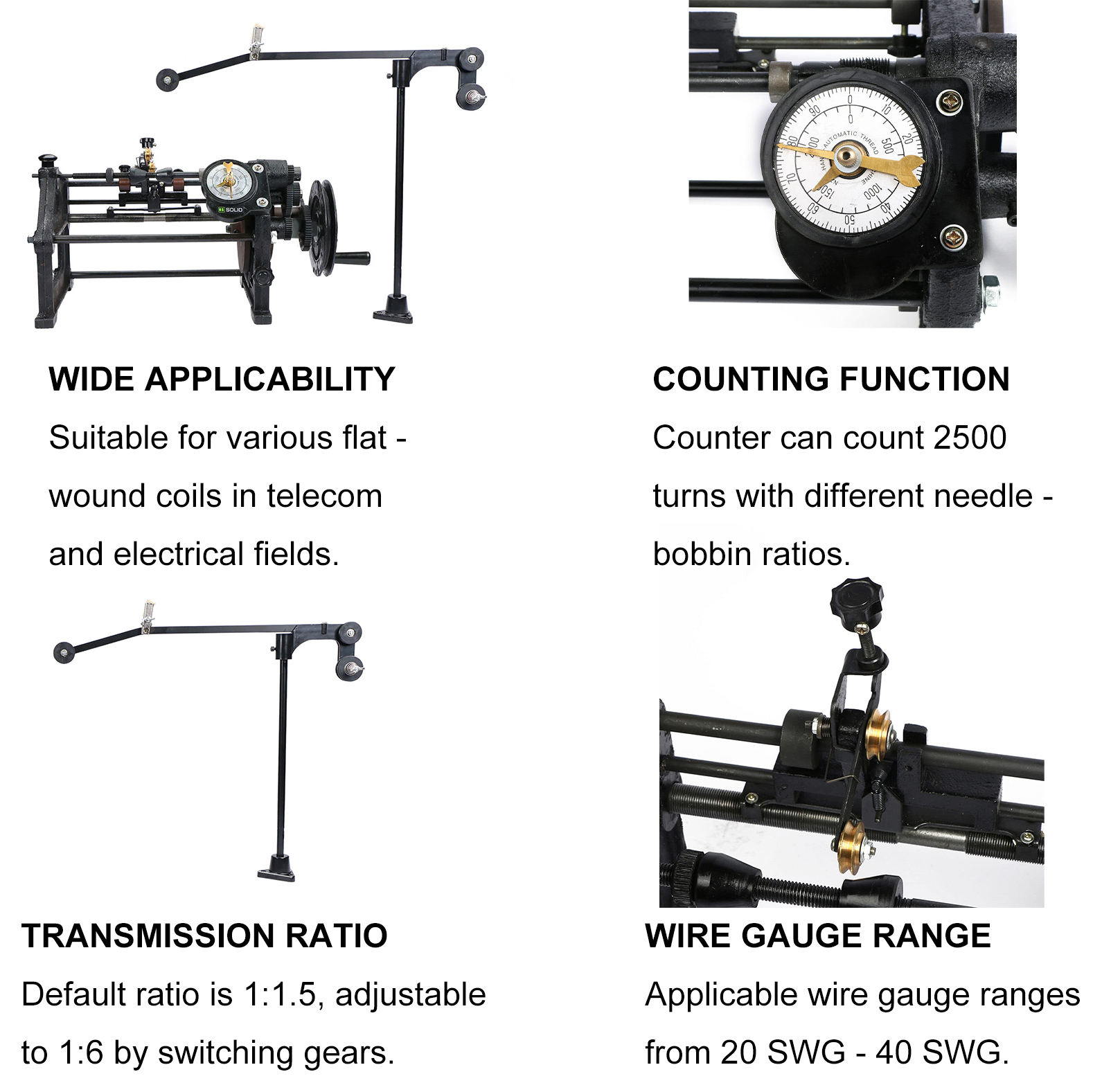
เครื่องพันขดลวดอัตโนมัติสร้างขดลวดสำหรับการใช้งานที่หลากหลาย เช่น หม้อแปลงความถี่ต่ำ ตัวเหนี่ยวนำ ตัวต้านทาน รีเลย์ วาล์วโซลินอยด์ เครื่องกำเนิดไฟฟ้า และมอเตอร์ เครื่องนี้รองรับลวดที่มีเส้นผ่านศูนย์กลางระหว่าง 0.12-0.91 มม. ทำให้มีความยืดหยุ่นสูง ความเร็วสองระดับช่วยให้คุณควบคุมผลิตภัณฑ์ขั้นสุดท้ายได้ดียิ่งขึ้น อัตราส่วนความเร็ว 1:6 ซึ่งโดยทั่วไปใช้สำหรับลวดที่บางกว่าจะสร้างขดลวดได้ในเวลาที่น้อยลง ในขณะที่อัตราส่วนความเร็ว 1:1.5 ซึ่งโดยทั่วไปใช้สำหรับลวดที่หนากว่าจะช่วยให้คุณควบคุมผลิตภัณฑ์ขั้นสุดท้ายได้มากขึ้น
ไม่ว่าจะด้วยวิธีใด ผลลัพธ์ที่ได้คือขดลวดที่เรียบร้อยและกระจายตัวอย่างสม่ำเสมอ มีความยาวสูงสุด 110 มม. และเส้นผ่านศูนย์กลางระหว่าง 12-150 มม.คุณสมบัติ
การใช้งาน

ข้อมูลจำเพาะ
| แบบอย่าง | USS-HWM00003 | ยี่ห้อ | U.S. Solid |
|---|---|---|---|
| ขนาดเส้นผ่านศูนย์กลางของสายไฟที่ใช้งานได้ | 0.0047 - 0.0358 นิ้ว (0.12 - 0.91 มม.) | เส้นผ่านศูนย์กลางของขดลวดที่เหมาะสมที่จะพัน | 0.4724 - 5.9055 นิ้ว (12 - 150 มม.) |
| ความยาวของแผ่นลวดที่ใช้กับแท่นปล่อยลวด | 3.3465 นิ้ว (85 มม.) | เส้นผ่านศูนย์กลางของแผ่นลวดที่ใช้กับแท่นปล่อยลวด | 5.1181 นิ้ว (130 มม.) |
| ความยาวของขดลวดที่เหมาะสมสำหรับการพัน | 0.2362 - 4.3307 นิ้ว (6 - 110 มม.) | ช่วงการนับ | 0 - 2500 รอบ |
คำเตือน
1.ปฏิบัติตามอย่างเคร่งครัด: เส้นผ่านศูนย์กลาง (12-150 มม.), ความยาว (6-110 มม.), ความหนาของลวด (0.12-0.91 มม.) การเกินขีดจำกัดอาจเสี่ยงต่อการโอเวอร์โหลดของแกนหมุน การเสียรูปของแขนดึง หรือความเสียหายทางกล ตรวจสอบขนาดด้วยเวอร์เนียร์คาลิเปอร์ก่อนทำการพันลวด
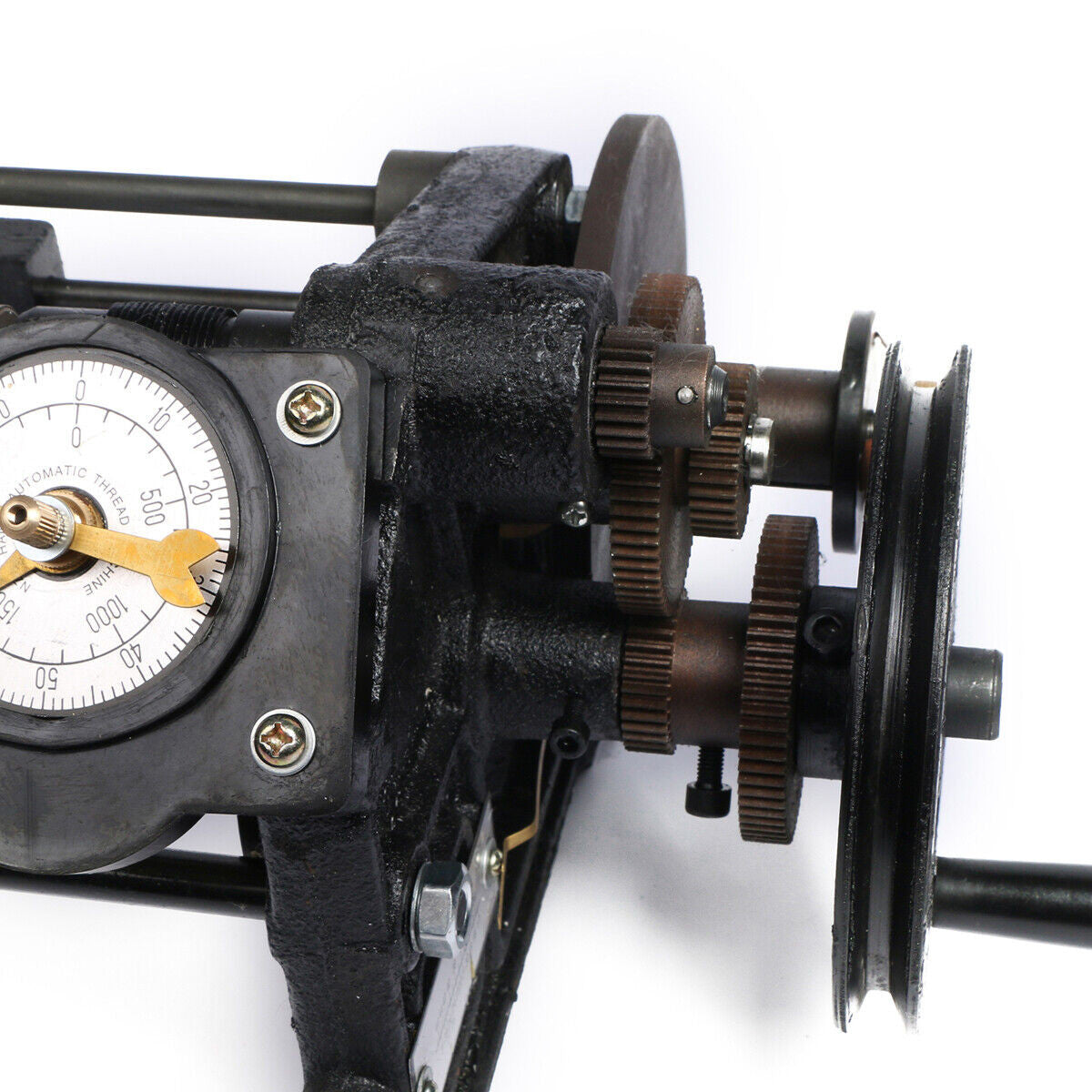
2.ลวดเส้นหนา (0.12-0.91 มม.): ใช้เฟือง 69 ฟัน (อัตราทดความเร็ว 1:1.5) ลวดเส้นบาง (0.3-0.8 มม.): ใช้เฟือง 35 ฟัน (อัตราทดความเร็ว 1:6) การจับคู่ที่ไม่ถูกต้องจะทำให้การพันลวดไม่สม่ำเสมอหรือเฟืองลื่น ตรวจสอบการจัดตำแหน่งเฟืองโดยการหมุนด้วยมือก่อนเปิดเครื่อง
3.หมุนวงล้อด้วยมือเมื่อปรับตำแหน่งล้อยางเพื่อป้องกันความเสียหายของพื้นผิว ทำความสะอาดด้วยผ้าแห้งเพื่อขจัดน้ำมัน/ฝุ่น การปนเปื้อนจะทำให้การจัดตำแหน่งลวดแย่ลง หลีกเลี่ยงการสัมผัสโดยตรงด้วยมือเพื่อลดการถ่ายโอนสารตกค้าง
4.หลังจากเปลี่ยนความหนาของลวดแล้ว ให้ปรับเทียบปุ่มสกรูนำยาวอีกครั้งให้ตรงกับขนาดลวดใหม่ สกรูที่ไม่ได้รับการปรับจะทำให้ความหนาแน่นของขดลวดไม่สม่ำเสมอหรือลวดขาด ทดสอบด้วยการพันขดลวดทดลอง 5-10 ครั้งหลังการปรับ
5.ตั้งวงแหวนกำหนดตำแหน่งให้ตรงกับความยาวของขดลวดเป้าหมาย การเคลื่อนที่เกินขอบเขตอาจทำให้สกรูนำเสียหายหรือชั้นไม่ตรงแนว ใช้ตัวหยุดเชิงกลสำหรับชุดการผลิตที่เกิน 50 ขดลวด
ดาวน์โหลดคู่มือผู้ใช้ here
บทนำ
เครื่องพันขดลวดอัตโนมัติสร้างขดลวดสำหรับการใช้งานที่หลากหลาย เช่น หม้อแปลงความถี่ต่ำ ตัวเหนี่ยวนำ ตัวต้านทาน รีเลย์ วาล์วโซลินอยด์ เครื่องกำเนิดไฟฟ้า และมอเตอร์
เครื่องนี้รองรับลวดที่มีเส้นผ่านศูนย์กลางระหว่าง 0.12-0.91 มม. จึงมีความยืดหยุ่นสูง ความเร็วสองระดับช่วยให้คุณควบคุมผลิตภัณฑ์ขั้นสุดท้ายได้ดียิ่งขึ้น อัตราส่วนความเร็ว 1:6 ซึ่งโดยทั่วไปใช้สำหรับลวดที่บางกว่า จะสร้างขดลวดได้ในเวลาที่น้อยลง ในขณะที่อัตราส่วนความเร็ว 1:1.5 ซึ่งโดยทั่วไปใช้สำหรับลวดที่หนากว่า จะช่วยให้คุณควบคุมผลิตภัณฑ์ขั้นสุดท้ายได้มากขึ้น ไม่ว่าจะด้วยวิธีใด ผลลัพธ์ที่ได้คือขดลวดที่เรียบร้อยและกระจายตัวอย่างสม่ำเสมอ มีความยาวสูงสุด 110 มม. และเส้นผ่านศูนย์กลางระหว่าง 12-150 มม.คุณสมบัติ
การใช้งาน

ข้อมูลจำเพาะ
| แบบอย่าง | USS-HWM00003 | ยี่ห้อ | U.S. Solid |
|---|---|---|---|
| ขนาดเส้นผ่านศูนย์กลางของสายไฟที่ใช้งานได้ | 0.0047 - 0.0358 นิ้ว (0.12 - 0.91 มม.) | เส้นผ่านศูนย์กลางของขดลวดที่เหมาะสมที่จะพัน | 0.4724 - 5.9055 นิ้ว (12 - 150 มม.) |
| ความยาวของแผ่นลวดที่ใช้กับแท่นปล่อยลวด | 3.3465 นิ้ว (85 มม.) | เส้นผ่านศูนย์กลางของแผ่นลวดที่ใช้กับแท่นปล่อยลวด | 5.1181 นิ้ว (130 มม.) |
| ความยาวของขดลวดที่เหมาะสมสำหรับการพัน | 0.2362 - 4.3307 นิ้ว (6 - 110 มม.) | ช่วงการนับ | 0 - 2500 รอบ |
คำเตือน
1.ปฏิบัติตามอย่างเคร่งครัด: เส้นผ่านศูนย์กลาง (12-150 มม.), ความยาว (6-110 มม.), ความหนาของลวด (0.12-0.91 มม.) การเกินขีดจำกัดอาจเสี่ยงต่อการโอเวอร์โหลดของแกนหมุน การเสียรูปของแขนดึง หรือความเสียหายทางกล ตรวจสอบขนาดด้วยเวอร์เนียร์คาลิเปอร์ก่อนทำการพันลวด
2.ลวดเส้นหนา (0.12-0.91 มม.): ใช้เฟือง 69 ฟัน (อัตราทดความเร็ว 1:1.5) ลวดเส้นบาง (0.3-0.8 มม.): ใช้เฟือง 35 ฟัน (อัตราทดความเร็ว 1:6) การจับคู่ที่ไม่ถูกต้องจะทำให้การพันลวดไม่สม่ำเสมอหรือเฟืองลื่น ตรวจสอบการจัดตำแหน่งเฟืองโดยการหมุนด้วยมือก่อนเปิดเครื่อง
3.หมุนวงล้อด้วยมือเมื่อปรับตำแหน่งล้อยางเพื่อป้องกันความเสียหายของพื้นผิว ทำความสะอาดด้วยผ้าแห้งเพื่อขจัดน้ำมัน/ฝุ่น การปนเปื้อนจะทำให้การจัดตำแหน่งลวดแย่ลง หลีกเลี่ยงการสัมผัสโดยตรงด้วยมือเพื่อลดการถ่ายโอนสารตกค้าง
4.หลังจากเปลี่ยนความหนาของลวดแล้ว ให้ปรับเทียบปุ่มสกรูนำยาวอีกครั้งให้ตรงกับขนาดลวดใหม่ สกรูที่ไม่ได้รับการปรับจะทำให้ความหนาแน่นของขดลวดไม่สม่ำเสมอหรือลวดขาด ทดสอบด้วยการพันขดลวดทดลอง 5-10 ครั้งหลังการปรับ
5.ตั้งวงแหวนกำหนดตำแหน่งให้ตรงกับความยาวของขดลวดเป้าหมาย การเคลื่อนที่เกินขอบเขตอาจทำให้สกรูนำเสียหายหรือชั้นไม่ตรงแนว ใช้ตัวหยุดเชิงกลสำหรับชุดการผลิตที่มีจำนวนขดลวดเกิน 50 ขด
ดาวน์โหลดคู่มือผู้ใช้ here